|
| 原因 |
| 解決策 |
|
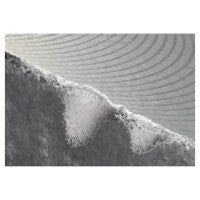
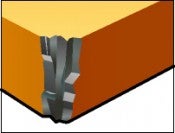
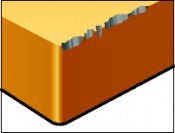
逃げ面摩耗
速い摩耗は不十分な加工面品質や公差から外れる原因になります。
|
|
- 切削速度が高すぎる
- 不十分な摩耗耐性
- 送り (fz) が低すぎる
|
|
- 切削速度 (vc) を下げる
- よち摩耗耐性のある材種を選択する
- 送り (fz) を上げる
|
|
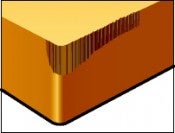
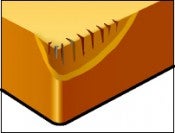
逃げ面摩耗
過度の摩耗は工具寿命を短くする原因になります。
|
|
- びびり
- 切りくずの再切削
- 部品にバリが発生
- 加工面が粗い
- 発熱
- 過度のノイズ
|
|
- 送り (fz) を上げる
- ダウンカットを使用する
- エアーブローを使用して切りくずを強制的に排出する
- 推奨切削条件を確認する
|
|
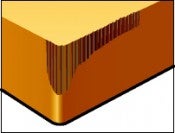
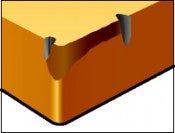
逃げ面摩耗
不均一な摩耗はコーナ欠損の原因になります。
|
|
- 工具の振れ
- びびり
- 工具寿命が短い
- 加工面が不良
- ノイズレベルが高い
- 径方向の抵抗が高すぎる
|
|
- 振れを0.02 mm (0.0008 inch) 以下に抑える
- チャックとコレットを点検する
- 工具の突出しを最小にする
- 切削中の刃数を少なくする
- より大きい工具径を選択する
- 超硬エンドミルおよびヘッド交換式ミルには、ねじれの大きいブレーカ (ap ≥45°) を選択する
- 軸方向の切込み (ap) を複数パスに分ける
- 送り(fz) を下げる
- 切削速度 (vc) を下げる
- HSMには浅い切込みが必要です
- ワークと工具のクランプ状態を改善する
|
|
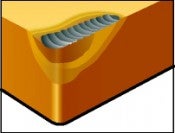
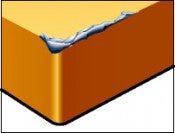
クレーター摩耗
過度の摩耗は弱い刃先の原因になります。副切刃の刃先の欠損は加工面品質が不十分になります。
|
|
|
|
- Al203コーティング材種を選択する
- ポジチップブレーカを選択する
- 回転速度を下げて温度を下げてから、送りを下げる
|
|
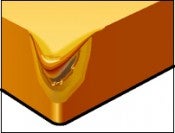
塑性変形
刃先の塑性変形、陥没またはフランク面の
盛り上りは、不十分な切りくず処理、不十分な加工面仕上げおよび
チップ破損を引き起こします。
|
|
|
|
- より摩耗耐性のある(高硬度)材種を選択する
- 切削速度 (vc) を下げる
- 送り(fz) を下げる
|
|
チッピング
切削中ではない刃先は、チップハンマリングによるダメージを受けます。上側とチップ用サポートの両方がダメージを受けることがあり、これが不十分な加工面のテクスチャや過度の逃げ面摩耗に繋がります。
|
|
|
|
- よりじん性の高い材種を選択する
- 剛性の高い刃先のチップを選択する
- 切削速度 (vc) を上げる
- ポジブレーカを選択する
- 切削開始時の送りを下げる
- 剛性を改善する
|
|
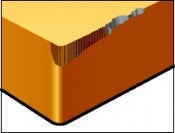
チッピング
小さな刃先の破断(つぶれ)が
不十分な加工面品質や過度の逃げ面摩耗を引き起こします
|
|
- 材種が脆すぎる
- チップのブレーカが弱すぎる
- 構成刃先
|
|
- よりじん性の高い材種を選択する
- 剛性の高いブレーカのチップを選択する
- 切削速度 (vc) を上げるかポジブレーカを選択する
- 切削開始時の送りを下げる
|
|
ノッチ摩耗
ノッチ摩耗は不十分な加工面品質刃先欠損の原因になります
|
|
|
|
- 切削速度 (vc) を下げる
- よりじん性の高い材種を選択する
- 剛性の高いブレーカを使用する
- 45°に近い切削角を使用する
- 最良の加工結果には丸チップを使用する
- 切込み角 (ap) をいろいろ変えて摩耗を引き延ばす
|
|
熱亀裂
刃先に対して垂直な小さな亀裂は
加工温度の変化によりつぶれや不十分な加工面品質の原因になります。
|
|
|
|
- 熱亀裂により耐性のある高じん性材種を選択する
- 切削油は十分な量を供給するかまったく供給しないこと
|
|
構成刃先 (BUE)
構成刃先が引き裂かれると、不十分な加工面品質や刃先つぶれの原因になります。
|
|
- 切削領域の温度が低すぎる
- 低炭素鋼、ステンレス鋼およびアルミ合金のような非常に粘性が高い被削材
|
|
- 切削速度 (vc) を上げる
- より適切なチップブレーカに変える
|
|
構成刃先 (BUE)
被削材が刃先に溶着する。
|
|
- 切削速度 (vc) が低い
- 送り (fz) が低い
- ブレーカがネガティブ
- 不十分な加工面品質
|
|
- 切削速度 (vc) を上げる
- 送り (fz) を上げる
- ポジブレーカを選択する
- オイルミストか切削油を使用する
|