
フライス加工による穴拡張
既存の穴の拡張は、サーキュラランピング加工またはヘリカル加工のいずれかで行うことができます。
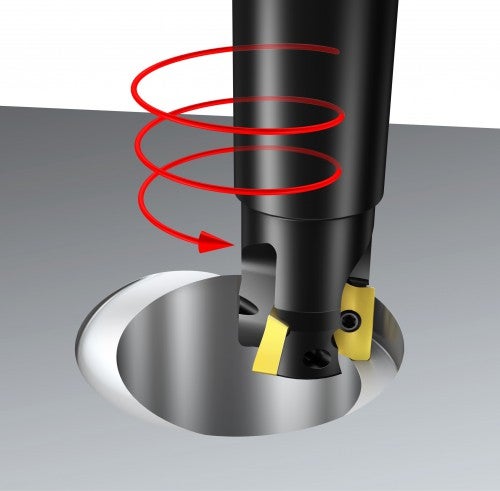
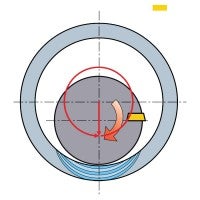
サーキュラランピング加工
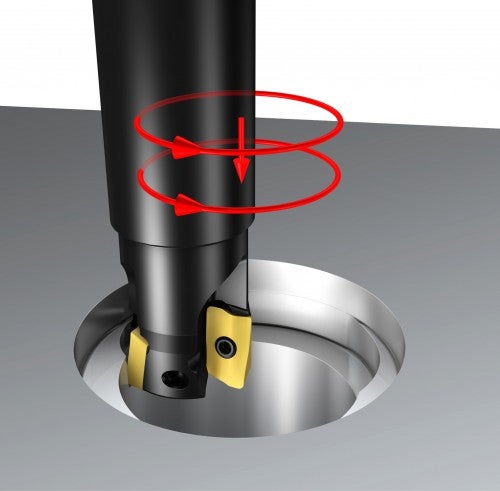
ヘリカル加工
サーキュラランピング加工 – 3軸
- 一定のランピング加工
- 入り際と抜け際なし
- 常にカッターが食いつく
- ランピングアクション – 底面切削
第一推奨:
- 穴の深さがツールの最大apよりも大きい
- 穴の同心度と真円度が最良
- びびりやすい加工の場合

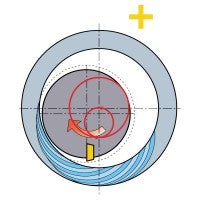
ヘリカル加工 – 2 軸
ヘリカル加工は、一般的なボーリング工具の使用に代わる加工方法です。ヘリカル加工は、ほとんどの90°カッターを円型のツールパスで動かして行うことができます。
- Z一定
- 各レベルごとの切込みと抜け際
- 回りながら切削部に切り込むようにプログラムする必要があります
- ボーリングの場合の穴交差はヘリカル加工ほど良好ではありません
- 各パスごとのステップマーク
第一推奨:
- ステップマークを避けるために、ツールパスが360°より大きくなるようにプログラムします
- 必要なパスは1回だけです大きい切込み (ap) が可能なカッター浅い穴
- ランピング機能が不十分または存在しない – 長辺が軸方向に支持されない
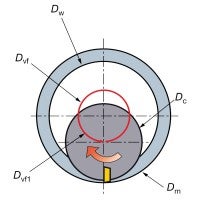
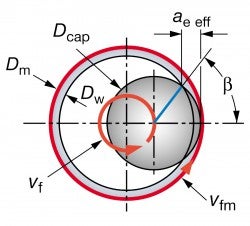
送りの計算
以下のために送りを減らす必要があります:
- 直線切削に応じた増加が、切りくずを薄くする効果を低下させる
- 外周送りが工具中心送りより大きい
- 送りをDvfに応じて計算します。
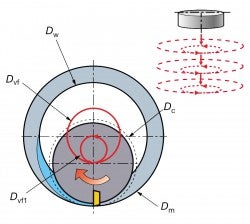
切削の入り際
ロールイン加工は抜け際での薄いチップを保証します。低い食いつき角がびびりを減らし、高い生産性を保証します。
