
コーナ内側のフライス加工
コーナ内側のフライス加工には、カッターの切込みに適合する円弧と適切な送り速度の慎重な検討が必要です。
検討事項
- カッターを内部コーナーに送る場合は、切込みの円弧が増えるため、刃先に余計な要求を与えることになります。
- プロセスが不安定になり、びびりが発生して加工が不安定になることがよくあります
- 切削抵抗がふらつくと、コーナのぬすみ加工が必要になることがよくあります
- 工具のエッジがつぶれたり、工具が完全に破損するリスクがあります
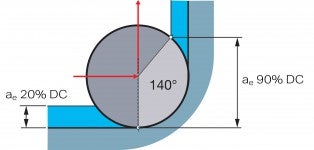
従来のコーナフライス加工
コーナR = 50% x DC
ソリューション – 切込みの円弧を制限する。
プログラムされたR(サーキュラフライス加工)を使用して、切削弧と径方向の切削を小さくし、びびり傾向を低減します。これにより、コーナ内側をフライス加工する際、切込みを大きくして送り速度を上げることができます。
- 図で示したものより大きなコーナRでフライス加工する。荒加工で大径カッターを使用できるため、高生産性を維持するこの方法が好ましいときがあります
- または小さい径のカッターを使用して希望するコーナRをフライス加工します
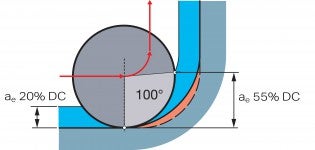
コーナRの大きなワークをフライス加工する、
コーナR = 75% x DC
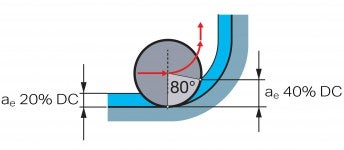
小さいカッターを使用する、
コーナR = 100% x DC
荒加工
50% DCのプログラムされたRが最適です。
仕上げ加工
仕上げでは、上記のような大きいRが常に可能であるとはいえません。カッター径は1.5 x ワークのR以上、つまりコーナR 10 mm (0.394 inch) = 最大15 mm (0.591 inch) 以上にならないようにしてください。
