
フライス加工のプログラミング
センターライン送りまたは外周送り
機械はセンターライン送り (vf)(ノーズR補正なし)または外周送り (vfm)(ノーズR補正あり)で設計されています。
機械がセンターライン送りを必要としている場合に外周送りがプログラムされると(ノーズR補正なしの機械の場合)、送り (fz) 値が高くなりすぎてチップが破損する危険性が発生します。
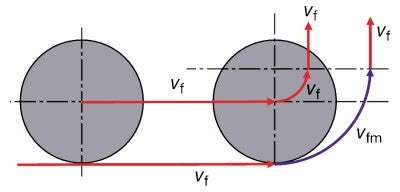
中心線 (vf) 送りまたは外周送り (vfm)。
センターライン送りのプログラミング
生成されたNCコードは、カッターの外周よりも中心をプログラムします
直線切削 (G1) では部品の壁における送り (vfm) はプログラムされた送り(vf) と同じですが、半径 (G2) 回りの外周送り速度は工具の中心送り速度よりも早くなります。したがって、刃当たり送り(fz)を維持し、hexを一定に保つためにテーブル送り(vf)を下げる必要があります。
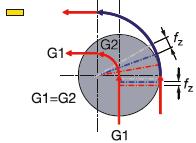
センターライン送りを下げずに、
コーナでは送り (fz) が大きくなります。

センターライン送りを下げる。
センターライン送りを下げる
減少系数は表に記載されています。以下の項目に依存します。
- 切削径/ワークR比 – DC/radm
- 径方向切込み – ae/DC
kコーナでの送り () に対する減少系数 | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
コーナ手前で送りを下げる
高回転速度でのフライス加工の際は、コーナに到達する前に送りを下げることが特に大切です。
カッターはまだG1ラインの終点に向けて真すぐに送られているので、切削弧が大きくなり始めます。このため、コーナに到達する前に送りを50% x DCのln範囲内に下げる必要があります。
最新の先読み機能を備えた機械制御は、送り速度の変更を自動的に行ないます。
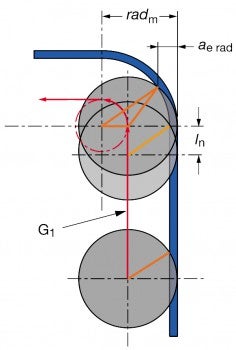
距離を置いて送りを下げる:
ln = 50% DC
