加工:2軸ランピングおよびヘリカル加工
良好なランピング/ヘリカル加工とは
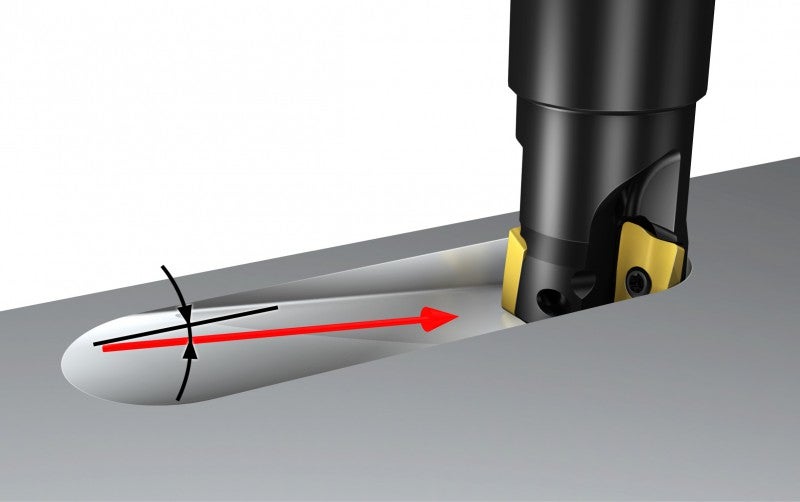
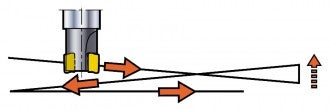
ランピング加工は、閉鎖溝/ポケット/キャビティの加工時に一般的に使用されている、ワークへの効果的なアプローチ方法で、ドリルを必要としません。
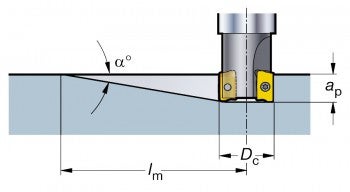
ランピング加工の定義は、軸方向 (Z) といずれかの径方向 (XまたはY) への同時送り、すなわち、2軸ランピング加工です。
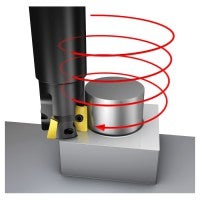
ヘリカル加工 (円弧補間、スパイラル補間、軌道補間などとも呼ばれます) は、軸方向送り (Z) とともに、定義されたピッチで円軌道 (XおよびY) を描く同時移動です。穴あけ加工の代わりにも使用されます。
ヘリカル加工は、径方向切込みが小さく、より円滑な工程であるため、常にランピング加工 (フル溝加工) より推奨されます。純粋なダウンカットが可能で、切りくず排出量も増大します。反時計回り回転で確実にダウンカットが行われます。
2軸ランピング加工
ランピング加工の適用方法難しい切削工程
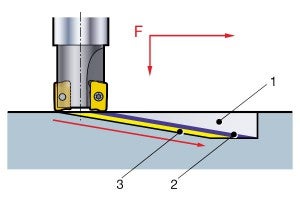
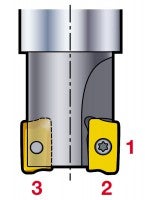
ランピング加工には、同時に行われる3つの切削工程があります。
1) 主切れ刃による外周切削。
2) 主切れ刃による底面切削。
3) 副切れ刃による底面切削。
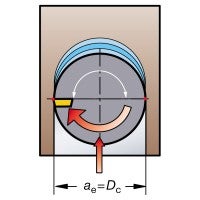
切削抵抗は、軸方向と径方向の両方にかかります。
また、フル溝加工により工具に追加応力が加わります。そのためae=Dcとなり、送り分力は大きくなり切りくずは長くなります。
加工
推奨事項
- 送りを通常の75%に下げます。
- ランピング加工の直後に溝フライス加工を実行する場合は、カッター径に対応する長さだけ、副チップが切削を停止するまで低送りを継続することが重要です
- 切りくず排出を促進するため、切削油を使用します
- 接触領域を低減するため、工具の半径を低減します。
- ヘリカル加工への接近が限定されている場合は、ランピング加工を、幅30 mm未満の狭い溝に制限する必要があります。
プログレッシブランピング加工
複数パスのランピング加工で、深い溝を作製する場合は、一方向のランピング加工 (単一パスランピング加工) ではなく、双方向のランピング加工 (プログレッシブランピング加工) によって簡単に生産性を高めることができます。
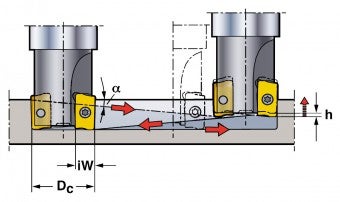
注意: 最大ランピング角度でカッターを送る場合は、カッターを感覚hだけ持ち上げてから、方向を変える必要があります。これにより、カッターボディの中央部への損傷を防止できます。
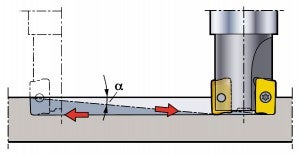
単一パスランピング加工。
ツールパス誤差
最大ランピング角度でのプログレッシブランピング加工。
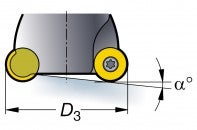
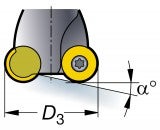
最大ランピング角度に対するノーズRの影響
例:
グラフの曲線は、最小と最大半径に対して有効です。中間半径については、値を補間してください。
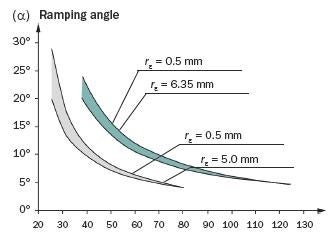
工具径、Dc mm

= チップサイズ 22

= チップサイズ 16
2軸 ヘリカル加工

工程での考慮事項
ヘリカル加工には、主要な検討事項が3つあります。正しく対処しない場合は、問題が発生します。
- 穴サイズに合わせてのカッター径の選択
- 回転あたりのピッチ
- 送り速度
1. 穴サイズに対するカッター径の選択
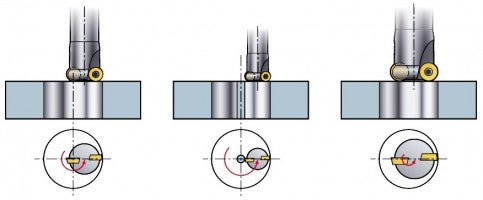
センターカッター以外のカッターを使用する場合は、カッターサイズの選択が非常に重要です。正しいカッター径を選択すると、チップが確実に穴の中央線上で切削します。
カッター径が小さすぎる場合は、トレパニング加工のように中心にコアが残ります。これは、大きい切り抜き (「マンホール」) では許容されますが、コアが落下する際に支持する必要があります。
カッターが大きすぎる場合は、穴の中心線に内接せず、へそが形成され、カッターの底面で詰まります。最大穴径
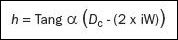
- 途切れない1つのらせんで作製される最大穴径、Dmは、2 x D3です
- これはフル溝加工であり、止り穴の中央にへそが残ります
- へそは、中央への送りによって除去され、フラットな底面になります
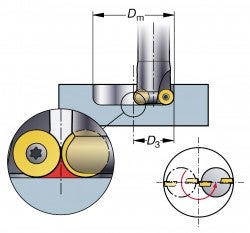
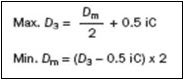
最大穴径Dm
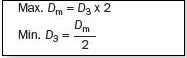
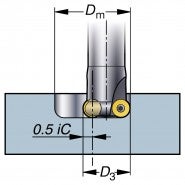
フラットな底面の径のフライス加工
- 止
- り穴の底面には、へそが残らないようにします。ノーズRのサイズを検討してください
- ん
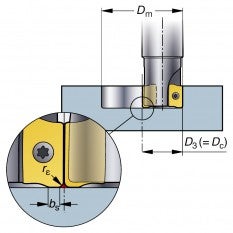
最小穴径Dm
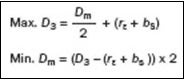
最小穴径Dm
貫通穴の最小径
- す。
- 。
- 丸チップの場合は、bをb = 0.8 x iCで算出する必要があります
- へそは除去できません。
2. ピッチ (P)
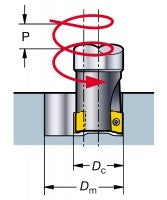
ピッチは必ず、カッターコンセプトの最大ap以下となり、穴径、カッター径、および傾斜角度によって変わり
ます。
3. 送り速度
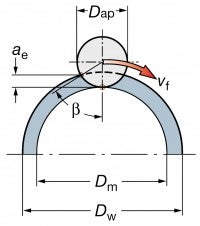
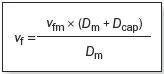
送り値は常にhex値(ねじれ角)に左右され、外周送り速度vfmに対応しています。しかし、多くの工作機械では、工具中心送りvfを計算する必要があり、これを計算する必要があります。
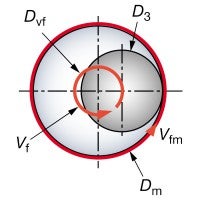
Dvf = プログラムされたカッターパス
プログラムされた送り速度:
vfm = ノーズR補正を使用する場合
vf = 工具中心送りを使用する場合
外径ヘリカル加工
外径ヘリカル加工 (3軸)

外径コンタリング加工 (2軸)
良好な外径コンタリング加工とは
内径ヘリカル加工との比較-
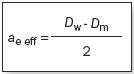
- 工具中心送りvfを下げるのではなく、上げます
- 外径ヘリカル加工時には、径方向の切込みaeがはるかに小さくなるため、より高い切削速度を使用できます
- hexは、エッジ加工と同様に計算します。
- プログラミングは、穴の内径ヘリカル加工の場合と非常に似ています。