
面取りフライス加工
加工物のエッジに沿った面取り、V溝、逃げ溝、溶接の前加工、バリ取りが、よく行われる面取り加工です。機械やセットアップの種類に応じて、さまざまな方法でこのような加工を行うことができます。小さな正面フライスカッターやロングエッジカッター、エンドミル、面取りカッターを使用することができます。
工具の選び方
面取りカッター
面取り工具は以下のような項目を考慮して選択します:
- 加工が表面取りか、裏面取りか
- 面取り角度
- 面取りの最大深さ
- 被削材
表面取りでは、機械で使用することができるツールアセンブリも主な考慮事項の一つです。裏面取りでは、穴サイズがカッターサイズの限度にもなり、このように工具の選択に影響を与えます。一般的に内径加工時の小さな面取りには、アクセス性ゆえに超硬ソリッド工具が必要ですが、大きな面取りの場合は、刃先交換式フライスカッターを使用することができます。
面取り用補足カッター
主軸や加工物に傾斜のある、4軸および5軸の機械では、面取りやバリ取用に以下の工具を使用することができます:
- 90°エンドミル
- 45°正面フライスカッター
- 大きな面取りにはロングエッジカッターを使用することができます

加工方法
切削条件
通常、切込み深さ (ap) と切削幅 (ae) は、カッター径と比較して小さくなります。そのため切込みが小さく高い切削速度の適応が推奨されます。刃当たり送り (fz) も大幅に上げることができます。送りfzは表面粗さによって制限されます。

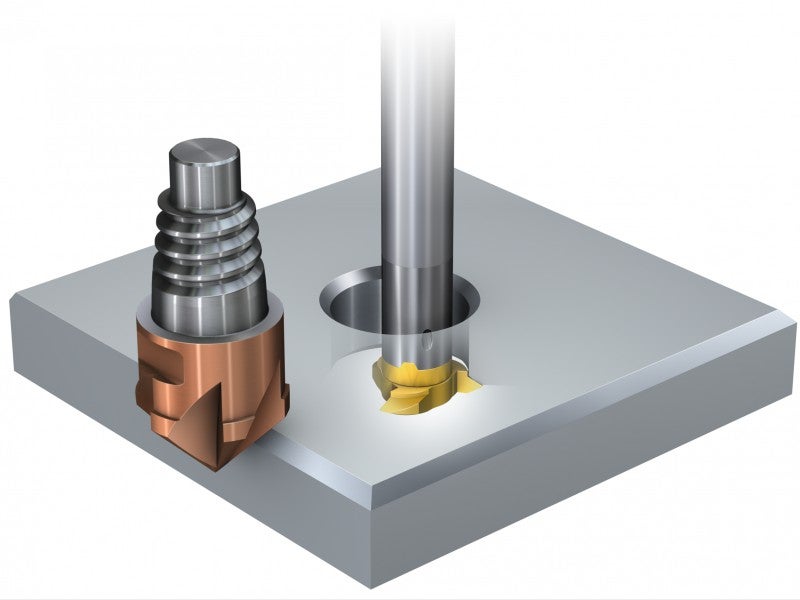
穴の面取り加工
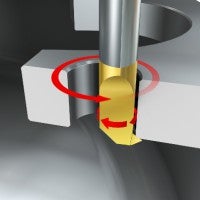
面取りもねじ切りも可能なカッターを使用すると、ねじ切り加工完了後に同一の工具とチップを用いて、穴を面取りすることができます。これは、ヘリカル加工の要領で行います。以下のプログラミング手順をご参照ください。
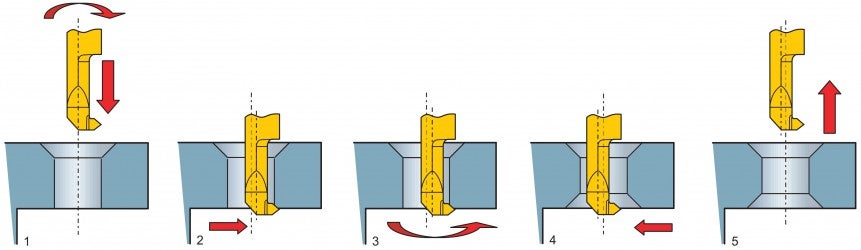
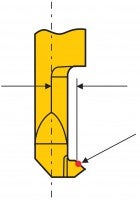
工具長およびコーナRのゼロ点
- カッターが回転した状態で、穴あけをした穴の上の中心にカッターを置き、フランジ深さまで軸方向に動かしてください(Z = フランジ高さ – 面取りサイズ)
- カッターを送り、ノーズR補正値で食いつかせます(Y = 穴半径)
- 360補間を行います
- 穴の中心へ戻します
- カッターを逃がします
注意:面取りサイズを調整するためには、Z位置を変更してください(穴の摩擦の原因になる可能性があるので、径を調整しないでください)。
