
Fräserposition und Spanbildung
Korrekte Fräserposition und Spanbildung beim Fräsen sind wichtige Faktoren zur Erzielung einer hohen Schneidkantensicherheit und langer Standzeiten.
Jede Schneide eines Fräsers greift radial intermittierend in das Werkstück ein. Jeder Eingriff lasst sich in drei unterschiedliche Phasen einteilen:
1. Eintritt in den Schnitt
2. Eingriffsbogen
3. Austritt aus dem Schnitt
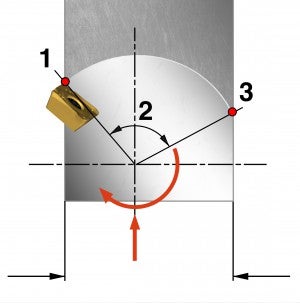
Eintritt in den Schnitt
Der unempfindlichste der drei Phasen bei der Verwendung von Hartmetall-Wendeschneidplatten. Hartmetall bewältigt die Druckspannung des Stoßes beim Eintritt durch einen dickeren Span.
Austritt aus dem Schnitt
Der Austritt aus dem Werkstück ist der empfindlichste Bereich.
Es sollte beim Fräsen stets versucht werden, einen großen Spanquerschnitt beim Austritt zu vermeiden. Ein großer Spanquerschnitt am Austritt reduziert die Standzeit des Werkzeugs beim Einsatz von Hartmetall-Wendeschneidplatten in erheblicher Weise. Der Span wird am Ende des Schnitts nicht ausreichend unterstützt. Er neigt zum Biegen, und die dadurch entstehende Zugbelastung kann einen Schneidkantenbruch verursachen.

Eingriffsbogen
- Der maximal mögliche Eingriffswinkel beträgt 180° (ae = 100% DC) beim Nutenfräsen
- Beim Schlichten kann der Eingriffswinkel sehr klein sein
- Deshalb variieren die Anforderungen an die Sorte entsprechend des prozentualen radialen Eingriffsverhältnisses, ae/DC
- Je größer der Eingriffswinkel, desto mehr Wärme wird in die Schneidkante geleitet
- Bei einem großen Eingriffswinkel bieten CVD-beschichtete Sorten den besten Wärmeschutz
- Bei einem kleinen Eingriffswinkel ist die Spandicke im Normalfall geringer, und die schärfere Schneidkante bei PVD-beschichteten Sorten erzeugt weniger Wärme und geringere Schnittkräfte
Großer (max.) Eingriffsbogen
- Lange Eingriffszeit
- Hohe radiale Schnittkräfte
- Mehr Wärme wird erzeugt
- CVD-beschichtete Sorten
Kleiner Eingriffsbogen
- Kurze Eingriffszeit und weniger Wärme erlauben höhere vc
- Eine geringe Spandicke erlaubt höheren fz
- Scharfe Schneidkanten
- PVD-beschichtete Sorten
Eintritt in das Bauteil
Ist der Fräser so programmiert, dass er geradlinig in das Bauteil eintritt, wird beim Austritt ein großer Spanquerschnitt erzeugt, bis der Fräsers komplett in das Bauteil eingegriffen hat. Dadurch wird die Standzeit vor allem in härteren Stählen, Titan und warmfesten Superlegierungen drastisch reduziert.. Auch aus Gründen der Vibration ist ein sanfter Eintritt in das Werkstück wichtig.
Es gibt zwei Möglichkeiten, die Standzeit zu erhöhen:
1. Geringerer Vorschub
Vorschub um 50% reduzieren, bis der Fräser voll eingreift.
2. Ein- und Auskopieren um den Radius
Im Kreisbogen um den Radius im Uhrzeigersinn in das Werkstück fahren (gegen den Uhrzeigersinn löst nicht das Problem der großen Spandicke). Beim Einkopieren ist die Spandicke beim Austritt stets Null. Dadurch sind höhere Vorschübe und längere Standzeiten möglich.
Fräserposition
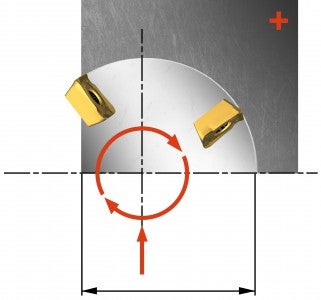
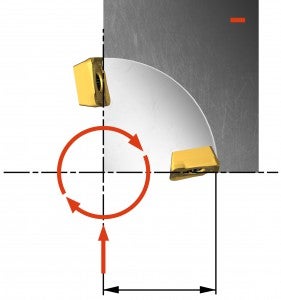
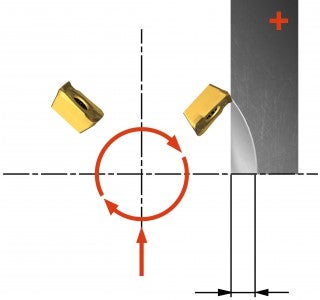
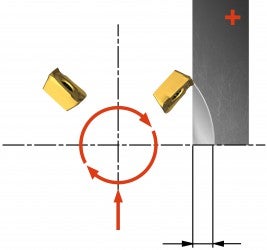
Fräser außermittig positionieren – links – um beim Eintritt einen dickeren Span und beim Austritt eine geringe Spandicke zu erhalten (Gleichlaufffräsen). Wenn der Fräser leicht außermittig verschoben ist, wird eine konstantere Richtung der Schnittkräfte erzielt und die Vibrationsneigung minimiert.
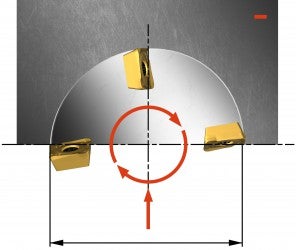
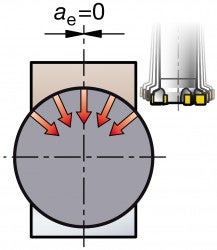
Wenn der Fräser symmetrisch auf der Mittellinie positioniert ist, wird beim Austritt ein größerer Spanquerschnitt erzeugt und es besteht ein höheres Vibrationsrisiko.
Der Fräserdurchmesser DC, sollte 20%-50% größer als Schnittbreite, ae sein.
Die verfügbare Spindelleistung muss ebenfalls berücksichtigt werden, weil sie die Wahl der Fräserteilung beeinflusst.
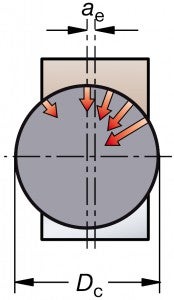
Der Fräserdurchmesser sollte 20%-50% größer als
ae und außermittig positioniert sein.
Positionierung des Fräsers
auf Mittelachse kann Vibrationenverursachen.
Fräser konstant im Eingriff halten
Scharfe Richtungswechsel im Schnitt führen zu einer großen Spandicke beim Austritt Folgen Sie diesen Empfehlungen, um einen sicheren, optimierten Fräsprozess zu erhalten:
- Den Fräser konstant im Eingriff lassen
- Ecken stets im Bogen umfahren
- Die Schnittbreite, ae, sollte 70% des Durchmessers betragen, um sicherzustellen, dass die Ecke mit bearbeitet wird.
- Beim Peripheriefräsen um die Außenecken ein- und auskopieren.
- Wenn möglich, um Unterbrechungen und Hohlräume herum programmieren
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
