
Besäumen und Trochoidalfräsen

Schäl- und Trochoidalfräsmethoden wurden ursprünglich zum Schruppen und Vorschruppen anspruchsvoller Werkstoffe wie gehärtete Stähle (ISO H), HRSA- und ISO S-Materialien entwickelt, können aber auch für andere Werkstoffe, vor allem in vibrationsanfälligen Anwendungen angewendet werden.
Trochoidalfräsen wird primär zur Fertigung von Nuten eingesetzt.
Besäumen – gewöhnlich zum Vorschruppen von Ecken.
Beide dieser Methoden haben sich als sehr sichere und produktive Bearbeitungsarten bewährt.
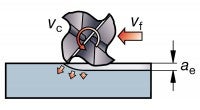
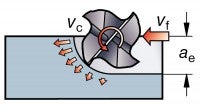
Methoden des Besäumens Trochoidalfräsen basieren auf einer kleinen radialen Schnitttiefe ae, und bieten folgende Vorteile:
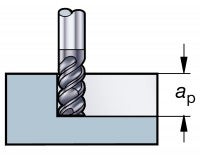
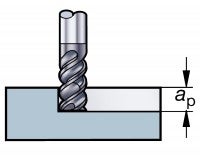
- Es entstehen geringe radiale Schnittkräfte, die Stabilität wird weniger beeinträchtigt und eine große Schnitttiefe, ap, wird ermöglicht.
- Nur jeweils eine Schneide befindet sich im Schnitt, weshalb die Vibrationsneigung minimiert wird.
- Niedrigere Temperatur im Schnittbereich infolge kurzer Kontaktzeit erlaubt höhere Schnittgeschwindigkeiten
- Es wird eine geringe Spandicke, hex, aber ein hoher Vorschub fz erzeugt
Wahl der Werkzeuge
Die Technik des Besäumens kann auch mit Walzenstirnfräsern angewendet werden, die kleine ae mit hoher axialer Schnitttiefe, ap kombinieren.
Korrekte Anwendung von Besäumen und Trochoidalfräsen
Das Besäumen unterstützt höhere Schnittgeschwindigkeiten, vc, und eine axiale Schnitttiefe, ap, jedoch mit kleinem radialen Eingriffen, ae, und Vorschub pro Zahn, fz. Dies ist möglich durch:
- Faktoren Geringe SpandickeKleiner Eingriffsbogen
- Auswirkungen Geringere Schnittkräfte/AblenkungNiedrigere Temperatur im Schnittbereich
- Vorteile Größere axiale SchnitttiefenHöhere Schnittgeschwindigkeiten
TrochoidalfräsenAnwendungsbereich
Eine ausgezeichnete Methode zum Nutenfräsen, wenn Vibrationen Probleme verursachen. Sie ist auch geeignet zum Schruppfräsen in engen Hohlräumen, Taschen oder Nuten.Definition
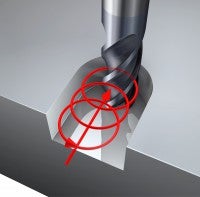
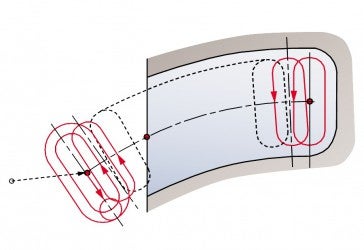
Trochoidalfräsen kann als Zirkularfräsen mit gleichzeitiger Vorwärtsbewegung definiert werden. Der Fräser entfernt wiederholt Werkstoff-„Scheiben" in einer Sequenz kontinuierlicher spiralförmiger Werkzeugwege in radialer Richtung.
Diese Fräsmethode erfordert eine spezielle Programmierung und besondere Eigenschaften der Werkzeugmaschine.
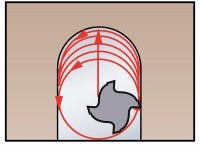
Beim Trochoidalfräsen wird ein Ein- und Auskopieren um den Radius bei geringer radialer Steigung, w, programmiert. Die Folgen:
- Der kontrollierte Eingriffsbogen erzeugt geringe Schnittkräfte, weshalb große axiale Schnitttiefen möglich sind
- Die gesamte Schneidkantenlänge ist im Einsatz. Somit werden Wärme und Verschleiß gleichmäßig verteilt und die Standzeit gegenüber herkömmlichem Vollnutfräsen erhöht.
- Der Eingriffsbogen ist kurz, weshalb Mehrschneidenwerkzeuge eingesetzt werden können, die hohe Tischvorschübe und sichere Standzeiten bieten.
- Die maximale radiale Eingriffsbreite, ae, sollte 20% des Fräserdurchmessers nicht übersteigen.
ap ≤ 2 x DC
ae = gering
vf = hoch
vc = bis zu 10 Mal so hoch, wie bei herkömmlichen Methoden
Für Nuten, schmaler als 2 x Dc
Um eine Nut oder ein Profil herzustellen, wird ein kontinuierlicher, spiralförmiger Werkzeugweg mit Vorschub in radialer Richtung programmiert. Der Vorschub ist konstant bei kontinuierlich variierender radialer Schnitttiefe.. 50% der Zeit kein Eingriff des Fräsers.Überlegungen
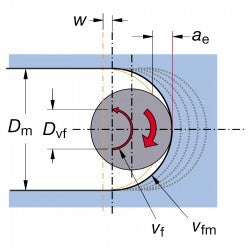
1) Die radiale Schnitttiefe ändert sich konstant und ist bei größtem Eingriff größer als der programmierte Versatz, w.
2) Es ist wichtig, dass das Verhältnis Fräserdurchmesser zu Nutenbreite unter70% und die radiale Steigung, w, unter 10% von Dc bleibt.
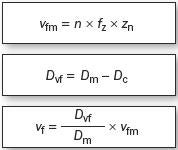
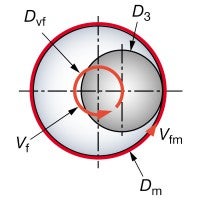
3) Der Vorschub ist konstant, der Vorschub in der Werkzeugmitte, vf,variiert jedoch mit dem peripheren Vorschub, vfm. Erfolgt die Vorschubprogrammierung basierend auf der Werkzeugmitte, muss die Vorschubgeschwindigkeit an der Werkzeugperipherie berechnet werden.
Schnittparameter
- Max. Fräserdurchm.Dc = 70% Nutbreite
- Versatzw = max. 10% Dc
- Radiale Schnitttiefe max. ae = 20% Dc
- Axiale Schnitttiefe ap = bis zu 2 x Dc
- Vorschub pro Zahn (Start) fz = 0.1 mm
Programmierten Vorschubvf berechnen
Trochoidalfräsen – Anwendungstipps
Trochoidalfräsen ist im Vergleich zu herkömmlichem Nutenfräsen bzw. Tauchfräsen wesentlich sicherer und bietet längere Standzeiten und reduzierte Werkzeugkosten durch den Einsatz von 8-mm-Werkzeugen anstelle 12-mm-Werkzeugen.Für Nuten breiter als 2 x 2 x Dc
Ein kontinuierlicher spiralförmiger Werkzeugweg, wie bei schmalen Nuten, bei denen zu 50% der Zeit kein Eingriff stattfindet, kann mit zunehmender Nutbreite optimiert werden:
- Einkopieren um den Radius – programmierter Radius (radm) = 50% Dc.
- G1 mit ae = 0.1 x Dc.
- Auskopieren um den Radius – programmierter Radius (radm) = 50% Dc.
- Schnelle Bewegung zur nächsten Startposition.
- Durchgang wiederholen.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Besäumen - Inneneckenfräsen
Anwendungsbereich
Besäumen ist eine Vorschruppmethode zur Herstellung eines Profils, die angewendet wird, wenn die Reichweite des vorher eingesetzten größeren Werkzeugs unzureichend war.Definition
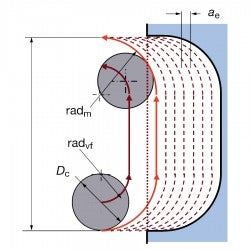
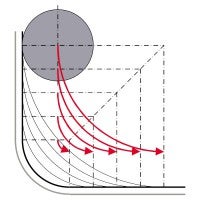
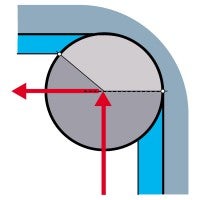
Im Gegensatz zum Trochoidalfräsen ist kein Ein- und Auskopieren um den Radius erforderlich, da die radiale Schnitttiefe von Null auf das Maximum im Zentrum anwächst und dann wieder auf Null absinkt.
Der Werkstoff wird in mehreren Durchgängen sukzessiv entfernt, wodurch die radialen Eingriffe/Eingriffswinkel und die Schnittkräfte konstant gering gehalten werden.Überlegungen:
Reduzierung der Vorschubgeschwindigkeit in Ecken:
- Wie bei allen Radienkonturfräsmethoden muss, wenn die Programmierung auf der Werkzeugmitte basiert, die Vorschubgeschwindigkeit, vf, in Relation zur Vorschubgeschwindigkeit an der Werkzeugperipherie, vfm, reduziert werden, damit ein konstanter Vorschub pro Zahn gewährleistet ist
- Je nach Verhältnis des Fräserdurchmessers zum Eckenradius kann die Schnitttiefe zu groß werden, um mit denselben hohen Vorschubwerten zu arbeiten, wie bei geraden Schnitten.
- Das Verhältnis zwischen programmiertem Durchmesser, Dvf, und Bohrungsdurchmesser, Dm, nimmt in Richtung Fertigradius konstant zu. Deshalb muss der Vorschub kontinuierlich bei jedem Durchgang verringert werden
- Der Prozess wird instabil und Vibrationen treten auf
- Eine Werkzeugmaschine mit guter dynamischer Stabilität und der Möglichkeit der Reduzierung des Werkzeugzentrumsvorschubs ist entscheidend für eine erfolgreiche Bearbeitung von Innenecken.
Besäumen
Konventionell

Dvf und vf kontinuierlich bei jedem Durchgang reduziert
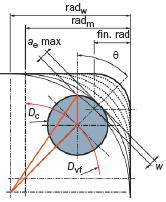
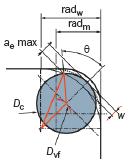
w = Radialer Versatz
radm = Fertigradius Werkstück
radw = Anfangsradius Werkstück
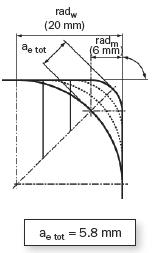
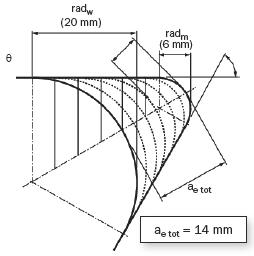
Für denselben Anfangs- und Fertigradius variiert die Anzahl der erforderlichen Durchgänge je nach Eckenwinkel. Für Ecken mit einem Winkel von weniger als 60˚ bietet sich eine Tauchfräsbearbeitung der Ecke mit einem Tauchbohrer an.Eckenwinkel
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
