Tipps zur Fehlerbehebung bei Vibrationen, Spanstau, unzureichender Oberflächengüte, Gratbildung, Maschinenleistung sind in der folgenden Tabelle aufgeführt.
Ursache
Lösung
Vibrationen
Schwache Aufspannung
Richtung der Schnittkräfte bestimmen und für ausreichende Aufspannung sorgen bzw. diese verstärken
Schnittkräfte durch Verringerung der Schnitttiefe ap reduzieren
Fräser mit weiter Differentialteilung sowie einem positiveren Schnitt wählen
Geometrie mit kleinem Eckenradius und kleiner Planfase verwenden
Feinkörnige, unbeschichtete Wendeschneidplatte oder dünnere Beschichtung wählen
Bearbeitungen vermeiden, bei denen das Werkstück unzureichend gegen die auftretenden Schnittkräfte abgesichert ist
Axial schwaches Werkstück
Einen Eckfräser (90°-Einstellwinkel) mit positiver Geometrie wählen
Rundlaufgenauigkeit des Werkzeughalters überprüfen
Werkzeugspannung verbessern
Zu großer Werkzeugüberhang
Werkzeugüberhang kürzen
Fräser mit Differentialteilung wählen
Für Ausgewogenheit zwischen radialen und axialen Schnittkräfte sorgen – 45°-Einstellwinkel, großer Eckenradius oder Fräser mit runden Wendeschneidplatten wählen
Fräser mit Übermaß und Coromant Capto® Aufnahmen verwenden
Für Vollhartmetall-Schaftfräser und Fräser mit austauschbaren Fräsköpfen ein Werkzeug mit weniger Schneiden bzw. einem größeren Spiralwinkel wählen
Eckfräsen mit schwacher Spindel
Kleinstmöglichen Fräserdurchmesser wählen
Positive Wendeschneidplatte und leicht schneidenden Fräser wählen
Gegenlauffräsen anwenden
Spindelablenkung, Eignung der Maschine überprüfen
Ungleichmäßiger Tischvorschub
Gegenlauffräsen anwenden
Maschinenvorschubmechanismus festziehen: Vorschubschrauben an CNC-Maschinen einstellen
Bei herkömmlichen Maschinen die Spannschrauben einstellen oder bei CNC-Maschinen die Kugelumlaufspindel prüfen und ggf. ersetzen
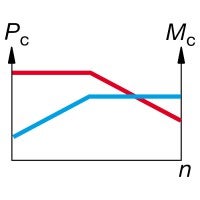
Schnittdaten
Schnittgeschwindigkeit vc verringern
Vorschub fz erhöhen
Schnitttiefe ap anpassen
Schlechte Stabilität
Überhang reduzieren
Stabilität verbessern
Vibrationen in Ecken
Eckenradius mit reduzierter Vorschubgeschwindigkeit programmieren
Spanstau Häufiges Problem beim Vollnutfräsen– insbesondere bei lang spanenden Werkstoffen
Eckenbeschädigung
Schneidkantenabplatzungen und -ausbrüche
Erneutes Schneiden der Späne
Spanabfuhr durch reichhaltig, präzise gelenkten Kühlschmierstoff oder Druckluft verbessern
Vorschub fz verringern
Tiefe Schnitte in mehrere Arbeitsgänge aufteilen
Gegenlauffräsen beim Fräsen tiefer Nuten ausprobieren
Fräser mit weiter Teilung wählen
Vollhartmetall-Schaftfräser oder Fräser mit austauschbaren Fräsköpfen mit zwei oder maximal drei Schneidkanten bzw. einem größeren Spiralwinkel wählen
Erneutes Schneiden der Späne Tritt beim Vollnutfräsen und Auskammern auf – insbesondere in Titan. Ebenfalls üblich beim Fräsen tiefer Hohlräume und Taschen auf Vertikalmaschinen.
Schneidkantenbruch
Gefährdet die Standzeit und Prozesssicherheit
Spanstau
Späne effektiv mit Druckluft oder reichlich Kühlschmierstoff entfernen – vorzugsweise innere Kühlschmierstoffzufuhr
Fräserposition und Bearbeitungsstrategie ändern
Vorschub fz reduzieren
Tiefe Schnitte in mehrere Arbeitsgänge aufteilen
Unzureichende Oberflächengüte
Zu hoher Vorschub pro Umdrehung
Fräser axial einstellen oder Wendeschneidplatten klassifizieren. Höhe auf Werkzeugvoreinstellgerät prüfen
Spindelrundlauf und Oberflächen der Fräseraufnahme überprüfen
Vorschub pro Umdrehung auf max. 70% der Breite der Planfase reduzieren
Wenn möglich Wiper-Wendeschneidplatten verwenden (Schlichtbearbeitungen)
Zur Erzielung optimierter Schnittdaten, bester Werkstückqualität und Standzeit sollte stets die Schneidkante/Wendeschneidplatte überprüft werden. Die nachfolgende Auflistung unterschiedlicher Verschleißformen der Wendeschneidplatte, deren Ursachen und mögliche Abhilfen dient als Referenz für eine erfolgreiche Fräsbearbeitung.
Ursache
Lösung
Freiflächenverschleiß Schneller Freiflächenverschleiß, daher schlechte Oberflächengüte oder verminderte Maßgenauigkeit.
Zu hohe Schnittgeschwindigkeit
Ungenügende Verschleißfestigkeit
Vorschub fz zu hoch
Schnittgeschwindigkeit vc verringern
Verschleißfestere Sorte wählen
Vorschub fz erhöhen
Freiflächenverschleiß Übermäßiger Verschleiß, daher verminderte Standzeit.
Kolkverschleiß Übermäßiger Kolkverschleiß, daher instabile Schneidkante. Schlechte Oberflächengüte bei Durchbruch an der Nebenschneide.
Diffusionsverschleiß durch zu hohe Arbeitstemperaturen im Bereich des Spanwinkels
Al203 beschichtete Sorte wählen
Eine positive Plattengeometrie wählen
Zunächst Schnittgeschwindigkeit verringern, um niedrigere Arbeitstemperaturen zu bekommen, danach auch den Vorschub
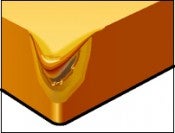
Plastische Deformation Plastische Verformung der Schneidkante, Depression oder Impression der Freifläche, die zu schlechter Spankontrolle, einer schlechten Oberflächengüte und Wendeschneidplattenbruch führen.
Schneidtemperatur und -druck zu hoch
Verschleißfestere (härtere) Sorte wählen
Schnittgeschwindigkeit vc verringern
Vorschub fz verringern
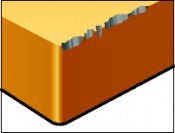
Ausbrüche Der nicht im Eingriff befindliche Teil der Schneidkante wird durch abgehende Späne beschädigt, wodurch in der Folge Spanfläche und Plattensitz beschädigt werden können.
Die Späne sind zu lang und werden gegen die Schneidkante abgelenkt
Zähere Sorte wählen
Wendeschneidplatte mit stabilerer Schneidkante wählen
Schnittgeschwindigkeit vc erhöhen
Positivere Geometrie wählen
Vorschub zu Beginn der Bearbeitung reduzieren
Stabilität verbessern
Schneidkantenausbrüche Kleine Schneidkantenausbrüche (Abplatzungen), daher schlechte Oberflächengüte und starker Freiflächenverschleiß.
Zu verschleißfeste Sorte
Wendeschneidplattengeometrie zu schwach
Aufbauschneidenbildung
Zähere Sorte wählen
Wendeschneidplatte mit stabilerer Geometrie wählen
Schnittgeschwindigkeit vc erhöhen oder eine positivere Geometrie wählen
Vorschub zu Beginn der Bearbeitung reduzieren
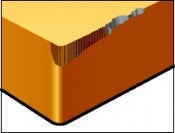
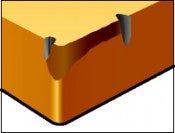
Kerbverschleiß Kerbverschleiß, daher schlechte Oberflächengüte und Gefahr von Schneidkantenbruch.
Kaltverfestigende Werkstoffe
Guss- und Schmiedehaut
Schnittgeschwindigkeit vc reduzieren
Zähere Sorte wählen
Verschleißfestere Sorte wählen
Schnittwinkel von möglichst 45° verwenden
Runde Wendeschneidplatten für beste Ergebnisse verwenden
Variable ap Werte wählen, um den Verschleiß zu verzögern
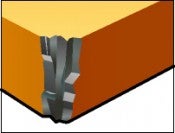
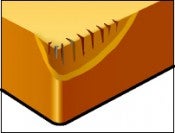
Kammrisse Kleine Risse senkrecht zur Schneidkante und infolge dessen Schneidkantenabplatzungen und schlechte Oberflächengüte.Kammrissbildung durch Wärmewechselspannungen aufgrund von:
Schnittunterbrechungen
Ungleichmäßige Kühlschmierstoffzufuhr
Zähere Sorte mit höherer Widerstandsfähigkeit gegen Wärmewechselspannungen wählen
Kühlschmierstoff reichlich oder überhaupt nicht zuführen
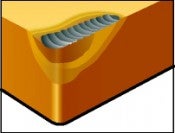
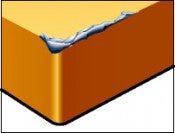
Aufbauschneidenbildung Aufbauschneidenbildung, daher schlechte Oberflächengüte und Schneidkantenabplatzungen beim Abreißen der Aufbauschneide.
Temperatur im Schneidkantenbereich ist zu niedrig
Sehr adhäsiver Werkstoff, wie Stahl mit niedrigem Kohlenstoffgehalt, rostfreier Stahl und Aluminium
Schnittgeschwindigkeit vc erhöhen
Geeignetere Wendeschneidplattengeometrie wählen
Aufbauschneidenbildung Werkstoff verschweißt sich mit der Schneidkante.