
Fasfräsen
Fasen, V-Schnitte, Freistiche und Vorbereitung zum Schweißen sowie Entgraten entlang der Werkstückkanten sind häufige Fasfräsbearbeitungen. Je nach vorhandene Maschinentyp und Aufspannung können diese Fräsprozesse auf unterschiedliche Art und Weise durchgeführt werden. Es lassen sich Schaftfräser, Walzenstirnfräser oder Scheibenfräser einsetzen.
Wahl der Werkzeuge
Fasfräser
Die Wahl des Faswerkzeugs ist von mehreren Faktoren abhängig, wie z. B.:
- Bei Bearbeitungen wie stirnseitiges und rückwärtiges Anfasen
- Faswinkel
- Max. Fasentiefe
- Zu zerspanender Werkstoff
Bei stirnseitigen Fasanwendungen ist hauptsächlich das in der Maschine vorhandene Komplettwerkzeug zu berücksichtigen. Bei rückwärtigem Anfasen wird die Bohrungsgröße auch die Fräsergröße einschränken und somit die Werkzeugauswahl beeinflussen. Kleine Fasen bei der Innenbearbeitung erfordern ein Vollhartmetallwerkzeug für verbesserte Zugänglichkeit, während bei der Zerspanung größerer Konturen der Einsatz von Wendeschneidplattenfräsern möglich ist.
Ergänzende Fräser für das Fasfräsen
In 4- und 5-achsigen Maschinen, in denen eine Neigung der Spindel oder des Werkstücks möglich ist, können unterschiedliche Werkzeuge zum Fasen und Entgraten eingesetzt werden, wie zum Beispiel:
- 90 Grad Schaftfräser
- 45 Grad Planfräser
- Für große Fasen können Walzenstirnfräser eingesetzt werden

Korrekte Anwendung
Schnittdaten
Im Regelfall sind die Schnitttiefe, ap, und Schnittbreite, ae, im Verhältnis zum Fräsdurchmesser klein. Das bedeutet, dass höhere Schnittgeschwindigkeiten für kleine Eingriffe gewählt werden sollten. Auch der Vorschub pro Zahn, fz, kann deutlich erhöht werden. Die geforderte Oberflächengüte begrenzt den Vorschub pro Zahn fz.

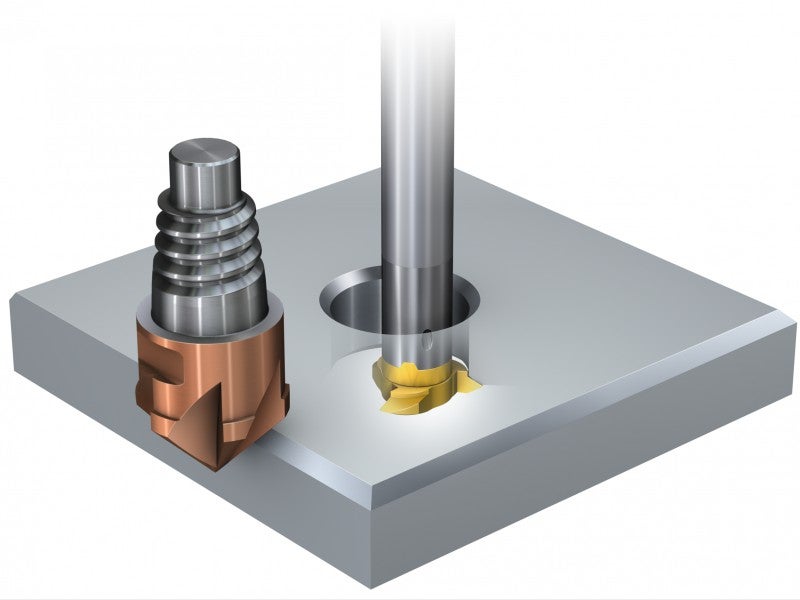
Fasen einer Bohrung
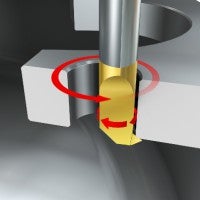
Mit einigen Fräsern, die sowohl für das Fasen als auch Gewinden ausgelegt sind, ist es möglich, nach der Fertigung des Gewindes mit demselben Werkzeug und derselben Wendeschneidplatte die Bohrung zu fasen. Das erfolgt auf kreisförmigem Werkzeugweg, siehe Programmierabfolge unten.
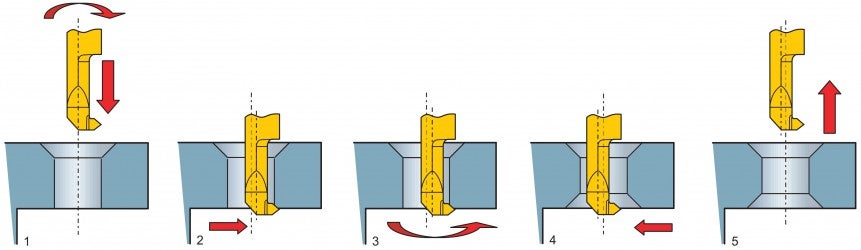
Nullpunkt für Werkzeuglänge und Radius
- Fräser mittig über der Bohrung positionieren, der Fräser rotiert und wird axial auf Flanschtiefe zugestellt (Z = Flanschhöhe – Fasengröße)
- Zustellung des Fräsers mit kompensiertem Vorschub (Y = Bohrungsradius)
- 360 Interpolation
- Zurück zur Bohrungsmitte
- Fräser zurückziehen
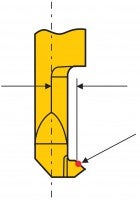
Hinweis: Zur Anpassung der Fasengröße die Z-Position ändern (nicht den Durchmesser, da sonst das Werkzeug an der Bohrung schabt).
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
