
Zahnradfertigung

Wie werden Zahnräder hergestellt?
In der sich ändernden Getriebefertigung ist die Wahl des effizientesten Bearbeitungsverfahrens und Werkzeugs der entscheidende Schlüssel. Bauteil und Produktionsprozesse sowie Losgrößen bestimmen die Auswahl der Werkzeuge und Fertigungsmethode des Zahnrades.
Das Verzahnungsfräsen erfolgt vor der Einsatzhärtung, ein Prozess, bei dem oft hohe Ansprüche an enge Toleranzen gestellt werden. Eine sorgfältige Vorbearbeitung im weichen Zustand erlaubt anschließend eine relativ unkomplizierte Hartdrehbearbeitung. Beim Hartdrehen sind hohe Prozesssicherheit und gute Oberflächengüte Schlüsselfaktoren. All das sollte in Zusammenhang mit Kosteneffektivität stehen.
Der Verzahnungsfräsprozess wird sich durch E-Mobilität, neue Getriebekonzepte und den Anforderungen an eine höhere Flexibilität bei gleichzeitig hoher Produktivität grundlegend verändern. Der Schwerpunkt wird sich von konventionellen Verzahnungsmaschinen auf die Multitask-Bearbeitung von Laufverzahnungen und Pass-/Steckverzahnungen verlagern und zur Norm werden. Power Skiving rückt in den Fokus, da dieser Prozess das Stoßen, Räumen und Spline-Rolling zusammen mit Wälzfräsen zum Teil ersetzen wird.Qualität des Zahnrads
Zahnräder werden normalerweise in Übereinstimmung einer Norm klassifiziert, die die Toleranzanforderungen für das Zahnrad nach der Bearbeitung angibt. Die am häufigsten verwendete Norm für die Einstufung zylindrischer Zahnräder ist die DIN-Norm 3962, bei der unterschiedliche Zahnradparameter gemessen und auf einer Skala von 1–12 klassifiziert werden. Es gibt auch andere kundenspezifische Standards, sie beruhen jedoch mehr oder weniger auf denselben Auswertungsparametern wie die DIN-Norm 3962.
Die gewünschte Qualitätsklasse des Zahnrads wird im Allgemeinen durch die Anforderungen des Kunden bestimmt und hängt vom Anwendungsbereich des Zahnrads ab.
Weitere Voraussetzungen für eine gute Zahnradqualität sind:
- Erstklassige Werkzeuge
- Saubere Kontaktflächen
- Minimaler Rundlauffehler an Werkzeug und Werkstück
- Stabile Aufspannung
- Präzise und stabile Maschine
Zahnradfertigung - Korrekte Anwendung
Das Werkzeugprofil muss normalerweise auf die spezifischen Zahnräder zugeschnitten werden. Das bedeutet, dass Größe und Form der Zahnlücke vollständig zum Werkzeug passen müssen.
Wichtige Faktoren, die bei der Bestellung eines Zahnformfräswerkzeuges beachtet werden müssen:
- Modulgröße
- Druckwinkel
- Zahnprofil (Protuberanz, Spitzenschliff oder Spitzenfase)
- Zusätzlicher Modifizierungsfaktor
- Spitzen- und Kerndurchmesser
- Steigungswinkel
- Qualitätsanforderungen an das Zahnrad
- Möglicher Werkzeugdurchmesserbereich (min-max)
- Kupplungstyp und -größe
Eine Zeichnung des kompletten Zahnrads oder Werkzeugs ist vorteilhaft und gibt alle notwendigen Informationen an.
Methoden des Verzahnungsfräsens
Diese neuen Zerspanungstechnologien verändern die Getriebeproduktion Wie die Hersteller dem technologischen Wandel im Verzahnungsfräsen und der veränderten Wettbewerbssituation begegnen.
- InvoMilling™
- Power Skiving
- Scheibenfräsen für kleine und mittlere Modulgrößen
- Wälzfräsen
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
InvoMilling™
Was ist InvoMilling™ ?
Die Bearbeitung von Zahnrädern erfordert allgemein anwendungsspezifische Werkzeuge für bestimmte Zahnradprofile. InvoMilling™ ist ein Verfahren für die Bearbeitung von Lauf- und Pass-/Steckverzahnungen sowie Kegelstirnrädern und erlaubt Verzahnungsfräsen auf eigenen Standardmaschinen. Durch Änderung des CNC-Programms - anstatt einem Werkzeugwechsel - lässt sich ein Werkzeugsatz für zahlreiche unterschiedliche Zahnradprofile verwenden. Es können komplette Bauteile in einer Aufspannung in Multi-Task-Maschinen und 5-Achs-Drehzentren bearbeitet werden. So lassen sich mit InvoMilling™ die Vorlaufzeiten reduzieren und die Gesamtherstellungszeit deutlich kürzenVorteile von InvoMilling™
- Flexibilität – die gleichen Werkzeuge für viele Zahnradprofile
- Verzahnungsfräsen auf Multitask-Maschinen und 5-Achs-Bearbeitungszentren
- Komplette Bauteile in einer Maschine und einer Aufspannung
- Umweltfreundlicher - Trockenbearbeitung, keine Schneidflüssigkeit erforderlich
Einsatz des InvoMilling™ Prozesses
- Ein Verfahren für die Bearbeitung von Lauf- und Pass-/Steckverzahnungen, Doppelschrägverzahnungen, Pfeilverzahnungen und geraden Kegelradformen
- Wenn Getriebekomponenten ohne Sonderwerkzeuge oder -maschinen zu produzieren sind
- Wenn kurze Vorlaufzeiten entscheidend sind
- Für den Einsatz mit oder ohne Flankenkorrekturen
- Modulbereich: 0.8‒100
- Zum Schruppen bis Schlichten
- Für die kleine bis mittlere Serienproduktion
Korrekte Anwendung von InvoMilling™
Schauen Sie sich den Film an und erfahren Sie, wie man ein fertiges CNC-Programm mit der InvoMilling™ CAD/CAM-Software in drei einfachen Schritten erstellt:
- Bestimmen Sie zunächst durch Import der Zahnraddaten Ihrer Bauteilzeichnung die Zahnradgeometrie.
- Bestimmen Sie Ihre Bearbeitungsstrategie, fügen Sie den Schrupp- und Schlichtzyklus hinzu und wählen Sie die Werkzeuge für die Anwendung aus der Werkzeugbibliothek.
- Simulieren Sie den Bearbeitungsprozess zur Überprüfung der Fräsbahnen vor der automatischen Erstellung des CNC-Programms für Ihre Maschine.
Power Skiving
Was versteht man unter Power Skiving?
Power Skiving ist ein kontinuierlicher Zerspanungsprozess, der wesentlich produktiver als das Wälzstoßen ist und flexibler als das Räumen. Obwohl Power Skiving als Konzept bereits seit über einem Jahrhundert existiert, hat die Entwicklung dieser Methode erst kürzlich eine neue Richtung eingeschlagen. Als Ergebnis des schnellen Fortschritts in der Entwicklung von stabileren Maschinen und synchronisierten Spindeln wird eine breitere Nutzung von Power Skiving nun schnell zur Wirklichkeit.
Power Skiving kann sowohl für Innen- als auch Außenverzahnungen eingesetzt werden, ist jedoch besonders produktiv bei der Innenbearbeitung. Die Methode zeigt insbesondere bei der Massenproduktion gute Leistung, bei denen kurze Vorlaufzeiten ein entscheidender Faktor ist. Für die kleine bis mittlere Serienproduktion wird die flexible InvoMilling™ Technologie empfohlen.Vorteile von Power Skiving
- Bearbeitung in einer Aufspannung reduziert Vorlaufzeiten, verbessert die Qualität und minimiert Handhabungs- und Logistikkosten
- Die Möglichkeit, eine schulternahe Bearbeitung durchzuführen, erlaubt mehr Freiheiten bei der Auslegung der Bauteile
- Umwelt- und bedienerfreundlich
- Effiziente Leistung bei trockenen Bedingungen
- Erheblich reduzierte Gesamtproduktionszeit im Vergleich zum Stoßen, Wälzfräsen und Räumen
- Sichere und vorhersagbare Bauteilbearbeitung
- Die erzielte Bauteilqualität ist gleichwertig oder sogar besser als die erzielten Ergebnisse mit vergleichbaren Lösungen zum Verzahnungsfräsen
- Das Verfahren lässt sich auf spezifischen Maschinen, Multitask-Maschinen und Bearbeitungszentren einsetzen
Einsatz des Power Skiving Prozesses
- Außen- und Innenverzahnungen
- Gerad- und Schrägverzahnungen
- Schruppen bis Schlichten

Scheibenfräsen
Was ist Scheibenfräsen?

Scheibenfräsen ist ein Prozess, bei dem jeweils eine Zahnlücke geschnitten wird. Methoden des Scheibenfräsens lassen sich problemlos in Bearbeitungszentren, Multitask-Maschinen und Drehzentren einsetzen und erlauben eine Komplettbearbeitung in nur einer Aufspannung. Passverzahnungen, die auf Wälzfräsmaschinen bearbeitet oder fremdvergeben wurden, können nun in Ihrer eigenen Fertigung auf den vorhandenen Maschinen produziert werden. Scheibenfräsen erfordert also keine hohen Anfangsinvestitionen.Vorteile des Scheibenfräsens
- Herstellung von Passverzahnungen auf BAZ, Multitask-Maschinen und Drehzentren
- Niedrige Investitionskosten
- Bearbeitung von Passverzahnungen auf vorhandenen Maschinen anstatt einer investitionsintensiven Wälzfräsmaschine
- Reduzierter Zeit- und Kostenaufwand
- Kein Transportaufwand von Bauteilen zwischen Maschinen oder Fertigungsstätten
- Kein Nachschleifen oder Neubeschichten von HSS-Werkzeugen erforderlich
- Hohe Schnittgeschwindigkeiten
- Geeignet für schwer zerspanbare Werkstoffe
- Trockenbearbeitung senkt Vorlaufzeiten und Kühlschmierstoffkosten, während gleichzeitig etwas für eine umwelt- und bedienerfreundliche Umgebung getan wird
- Kostengünstige Lösung für kleinere bis mittlere Losgrößen
Wann ist Scheibenfräsen anzuwenden
- Außenverzahnungen
- Schruppen bis Schlichten
- Alle Maschinentypen
- Trockenbearbeitung
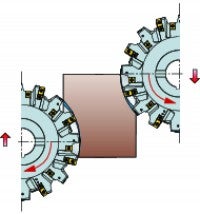
Gleichlauffräsen

Gegenlauffräsen
Wälzfräsen
Was ist Wälzfräsen?

Wälzfräsen ist ein Fertigungsprozess, bei dem Verzahnungen mit einem schrägverzahnten Schneidwerkzeug in mehreren Durchgängen erstellt werden. Wälzfräser und Getrieberadrohling werden kontinuierlich gedreht, bis alle Zähne bearbeitet sind. Wälzfräsen kann nur bei Außenverzahnungen angewandt werden.Vorteile beim Wälzfräsen
- Gesenkte Gesamtkosten pro Zahnrad im Vergleich zu HSS-Werkzeugen
- Hohe Schnittgeschwindigkeiten
- Höhere Standzeit, kürzere Nebenzeiten
- Einfacher Werkzeugwechsel und Handling mit maximaler Wiederholgenauigkeit
- Keine zusätzlichen Kosten für Nachschleifen oder Nachbeschichten
Wann ist Scheibenfräsen anzuwenden
- Schruppen, Vorschlichten, Schlichten
- Zahnprofile nach DIN 3972-2
- Modulbereich: 3–10
- Abwälzfräsmaschinen, Multitask-Maschinen, 5-Achs-Maschinen
Korrektes Wälzfräsen
- Alle Zähne schneiden unterschiedliche Späne. Die Standzeit wird durch die schwersten Schnitte und dicksten Späne eingeschränkt. Um die Spandicke zu ermitteln, die maximale Spandicke hex ermitteln, um die axiale Vorschubgeschwindigkeit zu bestimmen. Der maximale hex-Wert wird nach der Hoffmeister-Gleichung berechnet.
- Empfohlener max. hex = 0.18–0.22 mm (0.007–0.009 Zoll)
- Wenn möglich Wälzfräser wechseln, um die Standzeit zu verbessern
- Trockenfräsen mit Hartmetallwerkzeugen ist vorzuziehen und führt zu einer besseren Standzeit als beim Nassfräsen
- Wenn möglich Gleichlauffräsen für längere Standzeit einsetzen

Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
