Frezowanie toczne
Na czym polega udane frezowanie toczne?
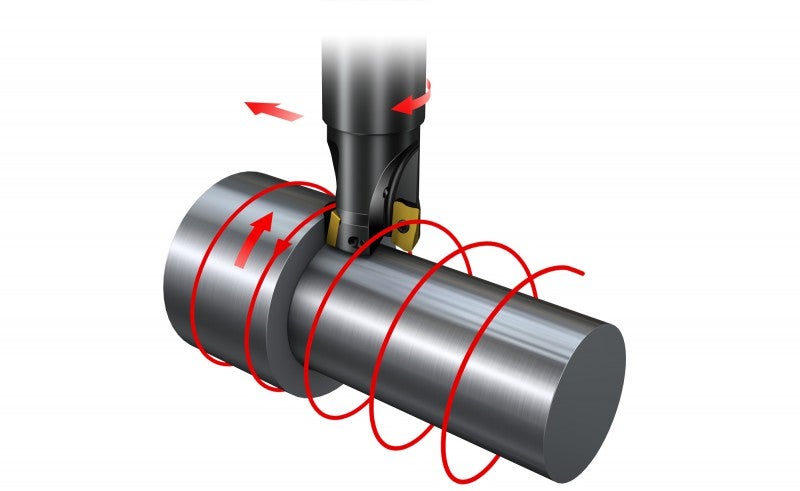
Frezowanie toczne definiuje się jako frezowanie zakrzywionych powierzchni poprzez obrót przedmiotu obrabianego wokół wybranej osi.
Mimośrodowe formy i kształty, które różnią się znacznie od wytwarzanych konwencjonalnymi metodami frezowania i toczenia, mogą być frezowane tocznie. Metoda ta charakteryzuje się bardzo dobrą objętościową wydajnością skrawania przy bardzo dobrej kontroli wiórów.
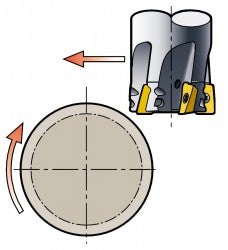
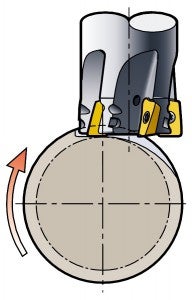
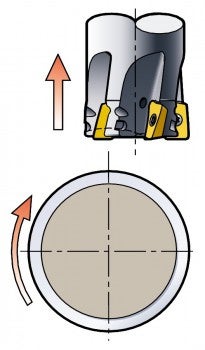
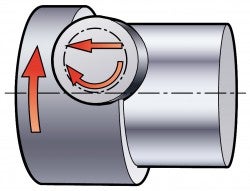
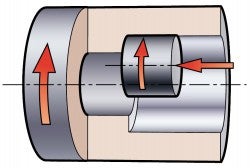
- Do wytworzenia powierzchni cylindrycznej wystarczy posuw promieniowy obracającego się frezu przy jednoczesnym obrocie przedmiotu obrabianego
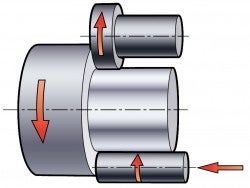
- Przy jednoczesnym poruszaniu frezu w dwóch kierunkach powstają powierzchnie mimośrodowe, np. krzywki na wałku
- Ruch w więcej niż 2 osiach wymaga użycia narzędzia z możliwością zagłębiania skośnego
- Do obróbki stożkowego kształtu wymaganych jest 5 osi
- Frezowanie toczne złożonych kształtów, np. łopatek turbiny, wymaga jednoczesnego ruchu w 5 (lub 4) osiach, 2 lub 3 dla przedmiotu obrabianego oraz 1 lub 2 dla narzędzia
- Przedmioty takie, jak łopatki turbin, można wykonać przesuwając frez w więcej niż 2 osiach, obracając jednocześnie przedmiot.
Wybór metody frezowania tocznego
Frezowanie toczne czołem narzędzia – 4/5 osi
Główna metoda obróbki zewnętrznej.
+ Małe wysięgi
+ Mniejsze średnice narzędzia/niski moment obrotowy
+ Obróbka zewnętrzna/smukłe przedmioty
+ Profilowanie
− Nienaturalnie cynlindryczna powierzchnia
− Metoda nieodpowiednia do obróbki wewnętrznej
Frezowanie toczne walcową częścią narzędzia – 3/4 osie
Obowiązuje ta sama zasada, co w przypadku interpolacji kołowej (wewnętrznej/zewnętrznej), lecz podczas frezowania tocznego obraca się zarówno frez, jak i przedmiot obrabiany.
Stosowane głównie do obróbki powierzchni wewnętrznych.
+ Obróbka wewnętrzna
+ Powierzchnie cylindryczne
+ Wąskie rowki
+ Frezowanie gwintów
+ Okrągłość
− Profilowanie
− Większe średnice/wyższy moment siły
− Długie wysięgi
Sposób zastosowania frezowania tocznego
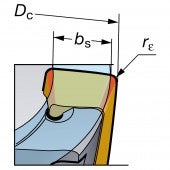
Pozycja frezu - płytki z prostą krawędzią skrawającą/dogładzające płytki Wiper
Położenie frezu
Szerokość skrawania
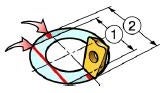
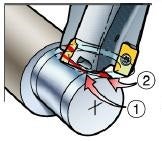
1 = Pierwsze przejście
2 = Drugie przejście
W czołowym frezowaniu tocznym, jedna dogładzająca płytka wiper służy do zapewnienia styku liniowego między frezem a obrabianą powierzchnią, celem nadania cylindrycznego kształtu powierzchni przedmiotu.
Ponieważ frezowana powierzchnia jest wypukła, powierzchnia styku płytki dogładzającej musi być płaska, a nie wybrzuszona. W celu pokrycia pełnej szerokości frezu, narzędzie musi być umieszczone co najmniej w dwóch położeniach (ofsetach): najpierw w położeniu Ew1 podczas pierwszego obrotu obrabianego przedmiotu, a następnie w położeniu Ew2 dla kolejnego obrotu.
Pozycja frezu - płytki o zaokrąglonych krawędziach/nie dogładzające
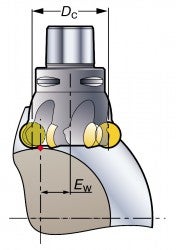
Do wytwarzania maksymalnie płaskiej powierzchni metodą frezowania tocznego optymalnym narzędziem jest frez o niewielkiej średnicy z promieniową głębokością skrawania ae mniejszą niż 40% efektywnej średnicy frezu DC.
Konieczne jest jednak zwiększenie wartości ae w celu zapewnienia najwyższej produktywności. Można to osiągnąć zwiększając:
- Średnicę frezu
- Współczynnik zaangażowania promieniowego – ae/DC
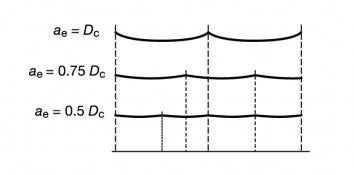
Aby uzyskać akceptowalną wysokość nierówności, frez należy przesunąć względem osi przedmiotu obrabianego. Wielkość przesunięcia zależy od ae i jest odczytywana z wykresu współczynnika ae/DC.
Przesunięcie (położenie frezu) i szerokość skrawania
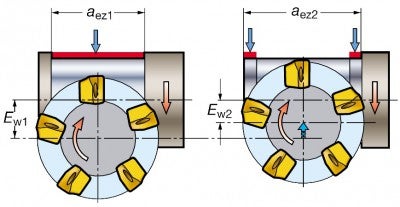
Szerokość krawędzi dogładzającej
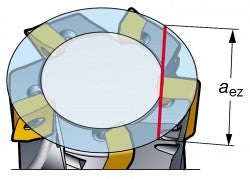
Szerokość skrawania
Do frezowania powierzchni szerszych od średnicy frezu, należy pozostać w pozycji początkowej, a następnie przesunąć frez wzdłuż osi przedmiotu obrabianego na wymaganą odległość, nie więcej jednak niż 80% aez1 na obrót. Jeśli konieczna jest obróbka występu pod kątem 90°, należy przesunąć frez w drugie położenie, Ew2.
Zasada dosuwu wgłębnego
Podczas frezowania tocznego narzędzie frezarskie powinno być wprowadzane w zazębienie z materiałem przedmiotu obrabianego w kierunku promieniowym. Prędkość obrotowa przedmiotu powinna odpowiadać wielkości posuwu na ostrze zalecanej dla danej płytki. Frez powinien być odsuwany od materiału osiowo.