
Fazowanie i załamywanie krawędzi za pomocą frezów
Załamywanie krawędzi, obróbka faz, rowków typu V, frezowanie podcięcia, ukosowanie blach pod spawanie i usuwanie zadziorów wzdłuż krawędzi przedmiotu obrabianego to przykłady często stosowanych operacji fazowania. W zależności od rodzaju obrabiarki i jej konfiguracji czynności te można wykonywać na wiele sposobów. Można użyć małego frezu czołowego, frezu z długimi krawędziami skrawającymi, frezu trzpieniowego lub frezów fazujących.
Wybór narzędzi
Frezy fazujące
Wybór narzędzia do fazowania zależy od kilku czynników, takich jak:
- Czy czynność polega na fazowaniu powierzchni przedmiotu dostępnej od strony po której znajduje się wrzeciono napędzające narzędzie, czy po przeciwnej stronie?
- Kąt fazy
- Maks. głębokość fazowania
- Materiał do obróbki
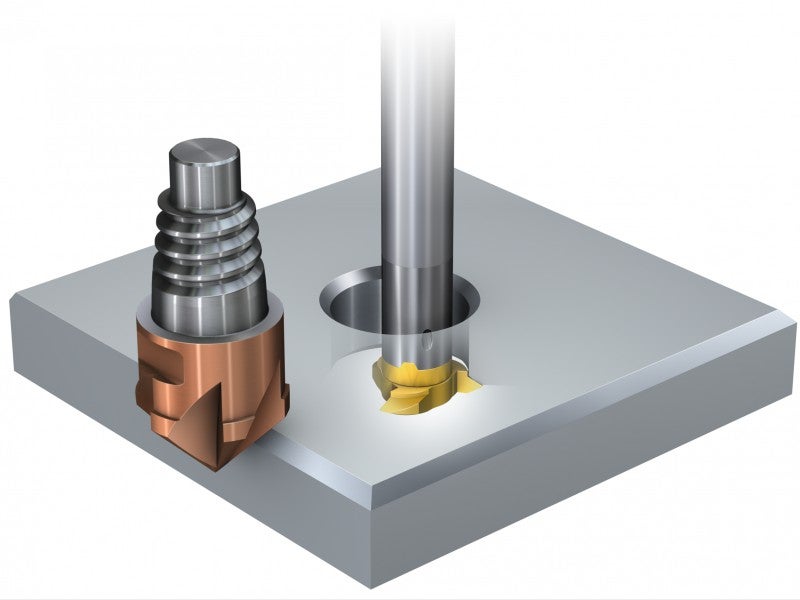
W przypadku fazowania od przodu jednym z głównych czynników, które należy uwzględnić, jest także zespół narzędzi dostępnych w obrabiarce. W przypadku fazowania od tyłu rozmiar otworu będzie ograniczał rozmiar frezu i tym samym wpływał na wybór narzędzia. Na ogół niewielkie fazowania w obróbce wewnętrznej ze względu na dostępność umożliwiają zastosowanie narzędzia z węglika spiekanego, natomiast większe elementy umożliwiają wykorzystanie frezu na płytki wymienne.
Frezy uzupełniające do fazowania
W obrabiarkach 4- i 5-osiowych, w których można przechylać wrzeciono lub przedmiot obrabiany, do fazowania i usuwania zadziorów można używać szeregu narzędzi, takich jak:
- Frezy trzpieniowe 90 stopni
- Frezy trzpieniowe 45 stopni
- Do dużych faz można użyć frezów z długimi krawędziami skrawającymi

Zasady stosowania
Parametry skrawania
Zazwyczaj głębokość skrawania ap i szerokość frezowania ae są niewielkie w stosunku do średnicy frezu. Oznacza to, że należy postępować zgodnie z zalecanymi wyższymi wartościami prędkości skrawania określonymi dla obróbki przy małej szerokości frezowania. Można również znacznie zwiększyć posuw na ostrze, fz. Spełnienie wymagań odnośnie chropowatości powierzchni może jednak wymagać obniżenia wartości fz.

Fazowanie krawędzi otworu
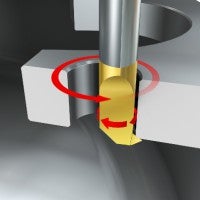
W przypadku niektórych frezów nadających się zarówno do fazowania, jak i do nacinania zarysów gwintów, można wykonać fazowanie otworu po zakończeniu obróbki gwintu, używając tego samego narzędzia. W tym celu korzysta się z drogi frezowania po okręgu, patrz sekwencja programowania poniżej.
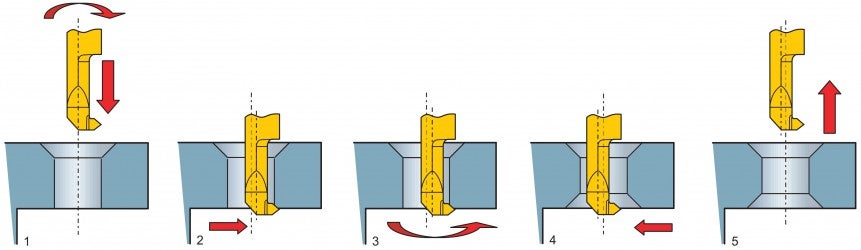
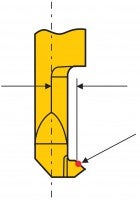
Punkt zerowy dla długości narzędzia i promienia
- Ustawić obracający się frez centralnie nad otworem i przesunąć osiowo na głębokość kołnierza (Z = wysokość kołnierza – długość fazy)
- Przesunąć frez do momentu zagłębienia w materiał z kompensacją promienia (Y = promień otworu)
- Dokonać interpolacji kołowej 360
- Odsunąć z powrotem do osi otworu
- Wysunąć frez
Uwaga: Aby dostosować wielkość fazy, zmienić położenie w osi Z (nie zmieniać średnicy, gdyż pomoże to spowodować ocieranie o powierzchnię otworu).
