
Frezowanie otworów i wybrań/kieszeni
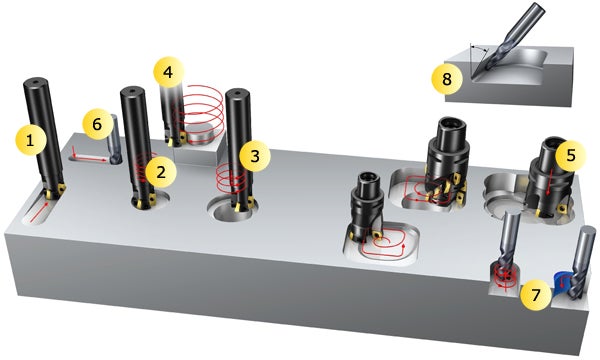
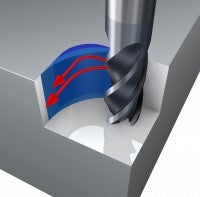
- Liniowe zagłębianie skośne (2-osiowe)
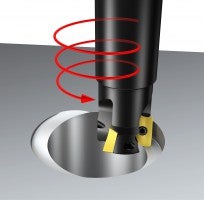
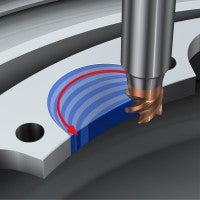
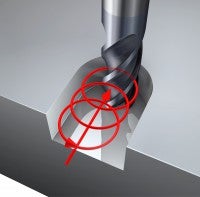
- Kołowe zagłębianie skośne (z interpolacją śrubową)
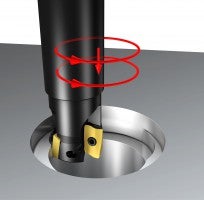
- Poszerzanie otworu (wytaczanie)
- Zewnętrzne frezowanie z interpolacją śrubową
- Frezowanie wgłębne
- Frezowanie z przybraniem osiowym
- Metody wielu przejść
- Frezowanie zamkniętych kieszeni lub kątów ostrych
Frezowanie otworów: tworzenie otwarcia
- Tworzenie otwarcia w litej powierzchni przedmiotu obrabianego
- Poszerzanie otworu lub wybrania
- Frezowanie zamkniętych kieszeni lub kątów ostrych
Tworzenie otwarcia w litej powierzchni przedmiotu obrabianego
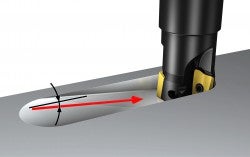
Liniowe zagłębianie skośne
Frezowanie z przybraniem osiowym
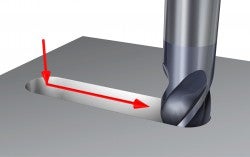
Otwieranie rowka
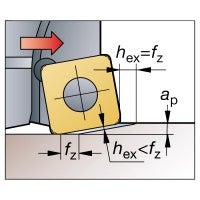
Podczas frezowania otworu liniowe zagłębianie skośne (jednocześnie przy użyciu dwóch osi) jest zawsze preferowaną metodą względem frezowania z przybieraniem osiowym.
Frezowanie z przybraniem osiowym jest alternatywną metodą frezowania wgłębienia, ale formowane wióry są często długie a opory skrawania wysokie.
Otwieranie otworu lub wybrania
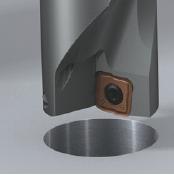
Wiercenie

Kołowe zagłębianie skośne

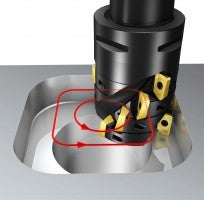
Zagłębianie skośne w obróbce wybrań
Wiercenie to tradycyjna i najszybsza metoda wykonania otworu, ale podczas obróbki niektórych materiałów łamanie wiórów może być utrudnione, a ponadto metoda ta nie jest na tyle elastyczna, by umożliwiać wykonywanie otworów o zróżnicowanych wielkościach krzekroju i kształtach innych niż okrągły.
Kołowe zagłębianie skośne zwane frezowaniem z interpolacją śrubową (przy użyciu trzech osi jednocześnie) to metoda mniej produktywna niż wiercenie otworu, która może jednak być dobrą alternatywą w następujących przypadkach:
- Otwory o dużej średnicy przy ograniczonej mocy obrabiarki
- Mniejsze serie produkcyjne. Zgodnie z praktyczną zasadą dla średnic powyżej 25 mm: frezowanie jest metodą opłacalną dla serii wynoszącej maks. około 500 otworów
- Gdy obróbka dotyczy otworów o różnorodnych rozmiarach
- Ograniczona przestrzeń magazynu narzędziowego na przechowywanie wierteł o różnych rozmiarach
- Wykonywanie otworów nieprzelotowych o płaskim dnie
- Pozbawione sztywności przedmioty cienkościenne
- Skrawanie przerywane
- Materiały trudne do wiercenia z powodu złego łamania i odprowadzania wiórów
- Ciecz obróbkowa nie jest dostępna
- Podczas frezowania wybrań/kieszeni („otworów nieokrągłych”)
Techniki obróbki - przykład
Otwieranie wybrania/kieszeni
  | ||
Wiercenie i frezowanie z interpolacją kołową   | Wiercenie i frezowanie wgłębne   | Kołowe zagłębianie skośne  |
Zalety + Duża wydajność skrawania otworów nieokrągłych + Pierwszy wybór w obróbce tytanowych części konstrukcyjnych ram w przemyśle lotniczym Wady – Wymaga stabilnej obrabiarki – Odprowadzanie wiórów – obrabiarka pozioma – Wymaga precyzyjnego zaprogramowania | Zalety + Umożliwia rozwiązanie problemów związanych z długim wysięgiem + Łatwe do zaprogramowania, możliwość wykonania na obrabiarkach starszego typu i obrabiarkach wielowrzecionowych Wady – Mała wydajność skrawania | Zalety + Mniejsza liczba narzędzi (wiertło nie jest potrzebne) + Elastyczność (duży zakres rozmiarów) + Nie jest potrzebna ciecz obróbkowa = dobre rozwiązanie do obrabiarek otwartych + Przeznaczone do wszystkich koncepcji i konfiguracji obrabiarek Wady – Gorsza produktywność przy obróbce dużych wybrań |
| Podstawowa technika obróbki kieszeni | Doskonałe rozwiązanie do obróbki na długich wysięgach | Podstawowy wybór do obróbki wybrań 3D |
Poszerzanie otworu lub wybrania

Wytaczanie
Kołowe zagłębianie skośne (z interpolacją śrubową)
Frezowanie z interpolacją kołową
Poszerzanie otworu
Wytaczanie jest zazwyczaj najszybszą metodą z tych samych powodów co wiercenie, ale frezowanie otworu jest czasami dobrą alternatywą. Można użyć dwóch alternatywnych metod frezowania: zagłębiania z interpolacją śrubową (trzy osie) lub z interpolacją kołową (dwie osie). Kołowe zagłębianie skośne (z interpolacją śrubową) jest preferowaną metodą, gdy głębokość otworu przekracza maksymalną wartość osiowej głębokości skrawania ap, lub w zastosowaniach wrażliwych na drgania. Ponadto kołowe zagłębianie skośne daje w efekcie lepszą okrągłość/współosiowość otworów, zwłaszcza przy długich wysięgach. Zarówno w przypadku frezowania z interpolacją kołową, jak i śrubową, poprawę odchyłki okrągłości przynosi obracanie przedmiotu obrabianego zamiast przesuwania frezu po okręgu.
Poszerzanie wybrania
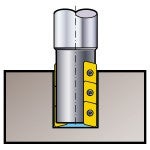
Wewnętrzne frezowanie walcowo-czołowe i frezowanie wgłębne wymagają wykonania otworu początkowego i można je porównywać do zagłębiania skośnego w litym materiale.
- Zagłębianie skośne (trzy osie) ma przewagę, ponieważ wymaga użycia tylko jednego narzędzia i może służyć do tworzenia kształtów trójwymiarowych, dzięki czemu nadaje się do frezowania profilowego. Przy zastosowaniu skrawania z dużym posuwem (lekkiego i szybkiego), całkowita siła skrawania będzie kierowana korzystnie, w sposób maksymalnie ograniczający drgania
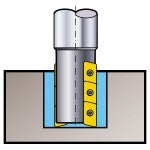
- Frezowanie wgłębne często rozwiązuje problemy z długimi wysięgami i/lub głębokimi wybraniami
- Wewnętrzne frezowanie walcowo-czołowe wymaga dłuższego programowania, ale jest szybsze
Wewnętrzne frezowanie walcowo-czołowe

Frezowanie wgłębne
Usuwanie naddatku pozostałego po obróbce zgrubnej
Po zakończeniu obróbki zgrubnej zagłębienia często pozostaje naddatek, zwłaszcza w narożnikach.Frezowanie wgłębne przy użyciu frezu o mniejszej średnicy to jedna z metod osiągnięcia kształtu bliskiego ostatecznemu. Metoda wielu przejść (lekkich i szybkich) to kolejna technika, używana często do frezowania narożników. Frezowanie trochoidalne to odmiana techniki wielu przejść, stosowana także do frezowania rowków, kieszeni itp.
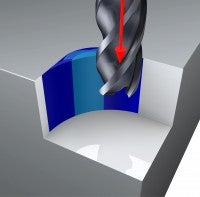
Frezowanie wgłębne w narożnikach
Technika wielu przejść – lekka i szybka
Technika wielu przejść w narożnikach
Frezowanie trochoidalne
Jak otworzyć/poszerzyć wybranie lub kieszeń

Są dwie wyraźne strategie:
1. Frezowanie z interpolacją śrubową tj. kołowym zagłębianiem skośnym (trzy osie) – mała wartość ap
Użyć frezu z małym kątem przystawienia. Alternatywą jest też frez na płytki okrągłe.
Ta „lekka i szybka” technika zapewnia doskonałą wydajność skrawania metalu i jest pierwszym wyborem w przypadku mniej stabilnych obrabiarek (wg ISO 40) oraz w przypadkach, gdy zagłębienie ma profilowany kształt, np. w obróbce form i matryc.
Uwaga: Unikać obróbki do ścianek ustawionych pod kątem 90°, ponieważ wpływ niskiego kąta przyłożenia zostanie utracony, gdyż osiowa głębokość skrawania radykalnie wzrośnie.
Parametry skrawania:
- Maksymalna średnica frezu = 1,5 x promień narożnika na przedmiocie
- Kołowe zagłębianie skośne – przeciwnie do kierunku ruchu wskazówek zegara
- Wprowadzenie narzędzia w materiał po łuku (z interpolacją kołową)
- Promieniowa głębokość skrawania ae = maks. 70% DC
- Osiowa głębokość skrawania dla frezu na płytki okrągłe = maks. 25% iC
- Promień okręgu toru narzędzia w narożnikach = DC
- Zmniejszyć prędkość posuwu definiowanej dla osi narzędzia, kiedy ruch posuwowy nie jest prowadzony po linii prostej - np. w narożnikach
2. Frezowanie z interpolacją kołową (dwie osie) – duża wartość ap
Wywiercić otwór, następnie użyć frezu trzpieniowego lub frezu o długich krawędziach skrawających.Typowy obszar zastosowań to obróbka ram tytanowych dla branży lotniczej.
Zastosowania – porady
Należy zapewnić dobre odprowadzanie wiórów, aby zapobiec ich przecinaniu lub zakleszczaniu się:
- Preferowane jest wrzeciono poziome (ISO 50)
- Chłodziwo lub sprężone powietrze pod wysokim ciśnieniem lub wewnętrzne doprowadzanie chłodziwa
- Średnica narzędzia DC nie powinna być większa niż 75% średnicy otworu Użyć dużej wartości osiowej głębokości skrawania – maksymalnie ae = 2 x DC
Wejście w materiał otworu po wierceniu powinno odbywać się po łuku:
- Kontrolować szerokość frezowania, maksymalnie ae = 30% DC
Kontrolować szerokość frezowania, aby maksymalnie ograniczyć drgania w narożnikach i maksymalnie zwiększyć produktywność:
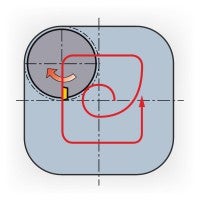
- W narożnikach stosować najwięszy możliwie promień toru narzędzia, programowanie spiral morph
- Użyć możliwie największej średnicy skrawania DC, a pozostały naddatek frezować osobno narzędziem nie większym niż 1,5 x promień zaokrąglenia narożnika
  |   |
 Mały promień naroża | 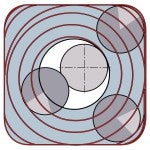 Tor narzędzia wg programu spiral morph |
