Frezowanie wgłębne
Na czym polega udane frezowanie wgłębne?
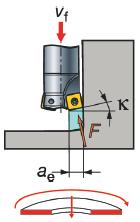
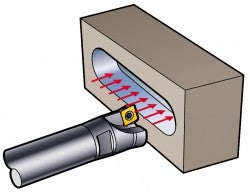
Podczas frezowania wgłębnego skrawanie przebiega w kierunku poosiowym po stronie czołowej narzędzia, a nie promieniowo po stronie walcowej, dzięki czemu układ oddziaływania sił jest korzystny, gdyż zamiast przeważająco promieniowego, kierunek jest bardziej poosiowy. Ogólnie rzecz biorąc, frezowanie wgłębne to alternatywna technika, wykorzystywana w sytuacjach, w których nie można prowadzić frezowania walcowego ze względu na tendencję do wzbudzania drgań.
Na przykład:
- Jeśli wysięg narzędzia jest większy niż 4 x DC
- Przy małej stabilności układu
- Do obróbki półwykończeniowej narożników
- Do obróbki trudno skrawalnych materiałów, np. tytanu
Jest to również możliwa alternatywa w sytuacjach, gdy ograniczeniem jest moc lub moment obrotowy napędu wrzeciona obrabiarki.
Uwaga: W sprzyjających warunkach frezowanie wgłębne nie jest pierwszym wyborem ze względu na względnie niską wydajność skrawania metalu.
Wybór narzędzi
O wyborze frezu decyduje przede wszystkim średnica.
Wiercenie niepełnych otworów
Obróbka otworu przy użyciu narzędzi wiertarskich może być bardziej wydajna dla średnicy otworu mniejszej niż około DC = 35 mm, patrz Wiercenie.
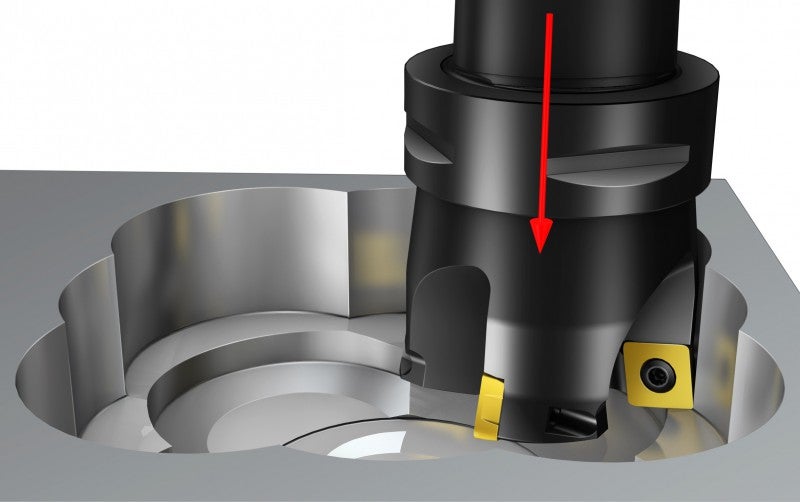
Sposób zastosowania frezowania wgłębnego
Procesy skrawania
Frezowanie wgłębne różni się istotnie od tradycyjnego frezowania. Skrawanie przebiega w kierunku poosiowym po stronie czołowej narzędzia, a nie promieniowo po stronie walcowej, dzięki czemu układ oddziaływania sił jest korzystny, gdyż zamiast przeważająco promieniowego, kierunek jest bardziej poosiowy.Można to porównać z wytaczaniem przerywanym.
Obróbka charakteryzuje się niskim poborem mocy i hałasem.
Frezowanie wgłębne = przerywane wytaczanie.
Nacisk osiowy.
Tradycyjne frezowanie.
Głównie nacisk promieniowy.
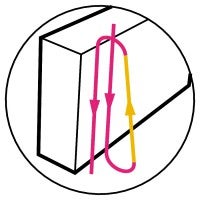

= roboczy posuw

= szybki posuw
Unikać ponownego skrawania przy ruchu powrotnym. Stopniowo zmniejszać głębokość zagłębiania.
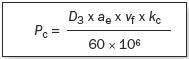
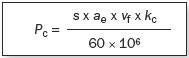
Obliczanie zapotrzebowania na moc skrawania netto.
Posuw podczas frezowania wgłębnego
| Posuw na ostrze podczas frezowania wgłębnego | ||
| Wielkość płytki | Wysięg < 3xDC | Wysięg > 3xDC |
| 9 | fz = 0,15 (0,10 - 0,20) mm | fz = 0,10 (0,08 – 0,15) mm |
| 14 | fz = 0,20 (0,10 - 0,25) mm | fz = 0,15 (0,10 - 0,20) mm |
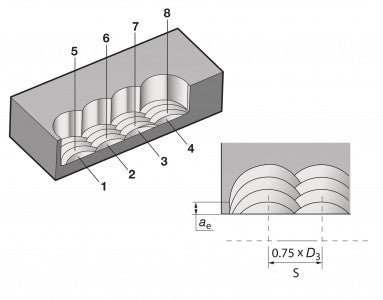
Frez nadwymiarowy L ≤ 3xDC
| iC | maks. ae mm |
| 9 | 8 |
| 14 | 13 |
s = 75% DC
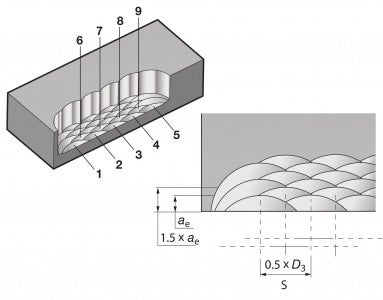
Frez nadwymiarowy L ≥ 3xDC
| iC | maks. ae mm |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
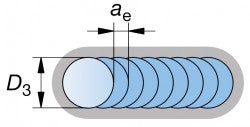
ae = maks. dla płytki
Odstęp między kolejnymi zagłębieniami s = X % DC
* Parametr S należy dobrać odpowiednio do wysięgu narzędzia
Wskazówki dotyczące frezowania wgłębnego
- Obrabiarka pozioma ułatwia odprowadzanie wiórów
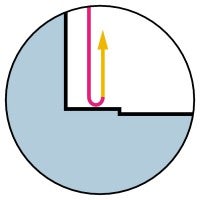
- Rozpocząć frezowanie od dołu i kontynuować w kierunku do góry
- Użyć cieczy obróbkowej lub sprężonego powietrza, aby ułatwić odprowadzanie wiórów
- W porównaniu z tradycyjnymi metodami frezowanie wgłębne wymaga mniejszego posuwu na ostrze
- Upewnić się, że zagłębiane jest więcej niż jedno ostrze
- Użyć frezów o gęstej podziałce
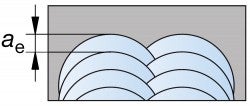
- Użyć maksymalnej promieniowej głębokości skrawania ae – w zależności od typu płytki
- Zalecany jest odstęp kolejnych zagłębień równy s = 0,75 x DC (lub 0,50 x DC dla wysięgu L > 3 x DC)
- Stopniowo zmniejszać głębokość zagłębienia, aby zmniejszyć drgania
- Zalecany sposób programowania frezowania wgłębnego powinien zawierać promieniowe odejście od ściany na dnie wybrania, aby uniknąć kontaktu z obrabianym materiałem przy wycofywaniu narzędzia do pozycji początkowej. Minimalne odejście wynosi 1 mm od powierzchni obrabianej ścianki.
- Uwaga: Cykl wiercenia nie jest zalecany ze względu na ponowne skrawanie, które może być przyczyną drgań podczas wycofywania narzędzia
- Należy zawsze dążyć do pozostawienia stałej ilości naddatku z myślą o mającej nastąpić obróbce wykończeniowej
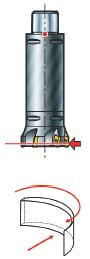
Rowki
- Zagłębianie jest wydajną techniką obróbki głębokich i zamkniętych rowków
- Rośnie znaczenie odprowadzania wiórów. Odprowadzaniu wiórów sprzyjają poziomy układ frezowania i zastosowanie cieczy obróbkowej lub sprężonego powietrza.
- W celu wykonania głębokich i wąskich rowków zaleca się użycie wiertła, gdyż zapewnia ono najlepsze odprowadzanie wiórów i największy skok między kolejnymi zagłębieniami
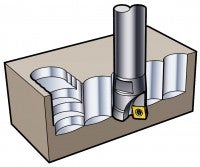
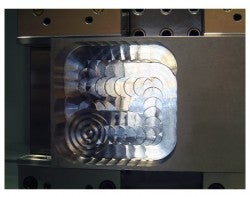
Wgłębienia/kieszenie
- Podobnie jak w przypadku zamkniętych kanałków, krytyczne znaczenie ma odprowadzanie wiórów
- Użyć wrzeciona poziomego oraz chłodziwa lub sprężonego powietrza
- Można jeszcze bardziej usprawnić odprowadzanie wiórów, nawiercając możliwie największy otwór początkowy. Zaleca się wartość równą 1,5 x DC
- Użyć mniejszego posuwu podczas pierwszych dwóch zagłębień
- Przesuwając frez w kierunku promieniowym, unikać frezowania całą jego szerokością
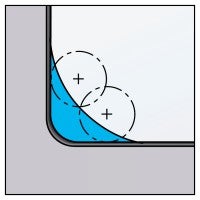
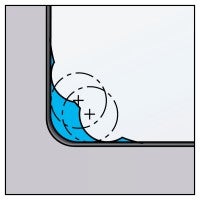
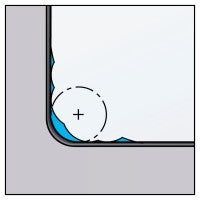
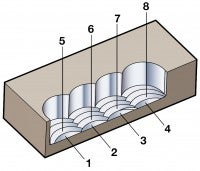
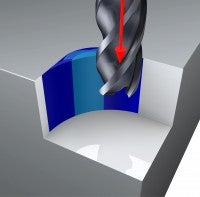
Narożniki
Korzystne może być frezowanie wgłębne pozostałego naddatku (frezowanie resztkowe) po obróbce zgrubnej w głębokich narożnikach ścian ustawionych pod kątem 90 stopni.
DC = 12,7 mm
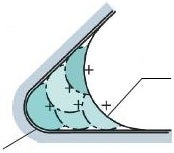
Promień początkowy = 16 mm
Promień ostateczny = 6 mm
Obróbka narożnika