
Programowanie frezarki CNC
Posuw w osi obrotu i posuw na obwodzie narzędzia
Obrabiarka pracuje z uwzględnieniem wartości prędkości posuwu występującej w punkcie pokrywającym się z osią obrotu tj. vf (bez kompensacji promienia) lub w punkcie na obwodzie narzędzia tj. vfm (z kompensacją promienia).
Jeśli dana obrabiarka uwzględnia posuw w osi, a zaprogramowany jest posuw na obwodzie (w obrabiarkach bez kompensacji promienia), wartość posuwu na ostrze (ząb) tj. fz może być zbyt duża, co grozi uszkodzeniem ostrza.
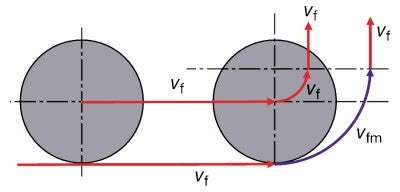
Posuw w punkcie w osi obrotu vf a posuw w punkcie na obwodzie vfm.
Programowanie posuwu w osi obrotu
W kodzie NC zostanie zaprogramowany posuw w osi obrotu, a nie na obwodzie narzędzia.
Przy frezowaniu po linii prostej (G1), wartość prędkości posuwu vfm przy ściance frezowanego detalu jest równa zaprogramowanej prędkości posuwu vf, natomiast w trakcie frezowania zaokrąglonych narożników (G2) prędkość posuwu na obwodzie narzędzia jest większa niż prędkość posuwu w osi narzędzia. Konieczne jest wówczas zmniejszenie prędkości posuwu vf, gdyż to pozwoli utrzymać stałą wartość posuwu na ostrze fz.
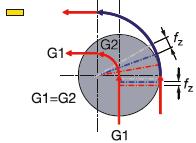
Bez ograniczenia prędkości posuwu zadanego dla punktu w osi obrotu, podczas frezowania narożników wartość
fz wzrośnie.

Z ograniczeniem wartości posuwu zadanego dla punktu w osi obrotu.
Ograniczenie wartości prędkości posuwu określanej dla punktu w osi obrotu
Współczynnik redukcji jest podany w tabeli i zależy od:
- Stosunku średnicy skrawania do promienia łuku drogi narzędzia – DC/radm
- Zagłębienie promieniowe – ae/DC
| kWartość współczynnika redukcji prędkości posuwu w drodze po łuku () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0,05 | 0,15 | 0,25 | 0,35 | 0,45 | 0,55 | 0,65 | 0,75 | 0,85 | 0,95 | |
| 2,00 | 0,22 | 0,34 | 0,40 | 0,45 | 0,48 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,80 | 0,30 | 0,34 | 0,42 | 0,46 | 0,50 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,60 | 0,44 | 0,42 | 0,44 | 0,49 | 0,53 | 0,56 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,40 | 0,55 | 0,54 | 0,54 | 0,54 | 0,56 | 0,59 | 0,62 | 0,67 | 0,75 | 0,86 |
| 1,20 | 0,63 | 0,64 | 0,64 | 0,62 | 0,62 | 0,65 | 0,63 | 0,71 | 0,75 | 0,86 |
| 1,00 | 0,71 | 0,72 | 0,72 | 0,73 | 0,74 | 0,62 | 0,77 | 0,79 | 0,83 | 0,86 |
| 0,80 | 0,78 | 0,79 | 0,79 | 0,80 | 0,82 | 0,83 | 0,85 | 0,87 | 0,89 | 0,94 |
| 0,60 | 0,84 | 0,85 | 0,86 | 0,86 | 0,87 | 0,88 | 0,90 | 0,91 | 0,93 | 0,96 |
| 0,40 | 0,90 | 0,90 | 0,91 | 0,92 | 0,92 | 0,93 | 0,94 | 0,95 | 0,96 | 0,98 |
| 0.20 | 0,95 | 0,96 | 0,96 | 0,96 | 0,96 | 0,97 | 0,97 | 0,98 | 0,98 | 0,99 |
Zmniejszenie prędkości posuwu z wyprzedzeniem do frezowania narożnika
Zmniejszenie prędkości posuwu zanim rozpocznie się ruch według interpolacji kołowej ma szczególnie duże znaczenie podczas obróbki szybkościowej.
Dalszy posuw prostoliniowy w kierunku końca odcinka G1, powoduje zwiększenie kąta opasania. Dlatego prędkość posuw należy zmniejszyć z pewnym wyprzedzeniem do ruchu wg interpolacji kołowej, tzn. w zakresie długości odcinka ln wynoszącego 50% x DC.
Układ sterowania obrabiarki z zaawansowaną funkcją przewidywania będzie automatycznie zarządzać zmianami posuwu.
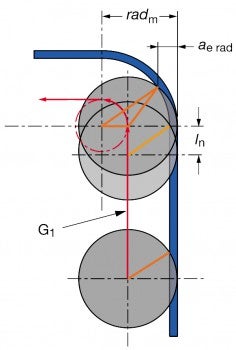
Zmniejszenie posuwu w odległości:
ln = 50% DC
