Metoda wielu przejść i frezowanie trochoidalne

Metoda wielu przejść i frezowania trochoidalnego zostały oryginalnie stworzone w celu obróbki zgrubnej i półzgrubnej trudno skrawalnych materiałów, takich jak stale hartowane, materiały z grupy ISO H, superstopy żaroodporne (HRSA) i materiały z grupy ISO S, ale mogą być stosowane także do obróbki innych materiałów, zwłaszcza w zastosowaniach wrażliwych na drgania.
Frezowanie trochoidalne stosowane jest przede wszystkim do obróbki rowków.
Metoda wielu przejść stosowana jest zazwyczaj do obróbki półzgrubnej narożników.
Obydwie metody okazały się bardzo bezpieczne i produktywne.
Techniki wielu przejść i frezowania trochoidalnego oparte są na małej promieniowej głębokości skrawania ae która:
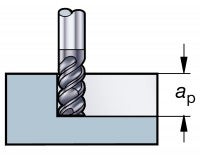
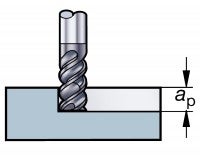
- Wytwarza niewielką siłę w kierunku promieniowym, co zmniejsza nacisk na powierzchnię boczną poprawiając stabilność i umożliwia zastosowanie większej osiowej głębokości skrawania ap
- Oznacza jednoczesne zagłębianie tylko jednego ostrza, co ogranicza skłonność do wibracji
- Zmniejsza nagrzewanie się strefy skrawania dzięki krótkiemu czasowi styku, co umożliwia skrawanie z większą prędkością
- Wytwarza wióry o niewielkiej grubości hex, ale wyższy posuwu na ostrze fz
Wybór narzędzi
W technice wielu przejść można również stosować frezy z długimi krawędziami skrawającymi, które łączą niewielką promieniową głębokość skrawania ae z dużą osiową głębokością skrawania ap.
Sposób zastosowania metody wielu przejść i frezowania trochoidalnego
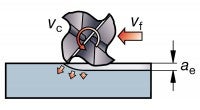
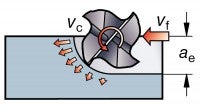
W metodzie wielu przejść stosowana jest zwiększona prędkość skrawania vc i głębokość skrawania w kierunku osiowym ap, ale niewielka głębokość skrawania w kierunku promieniowym ae i posuw na ostrze fz. Umożliwia to:
- Czynnik Mała grubość wiórówMały kąt opasania
- Rezultat Mniejsza siła w kierunku promieniowym / ugięcieMniejsza temperatura w strefie skrawania
- Korzyści Większa osiowa głębokość skrawaniaWiększa prędkość skrawania
Frezowanie trochoidalneObszar zastosowań
Doskonała metoda do wykonywania rowków w układach podatnych na drgania; Nadaje się także do obróbki zgrubnej wąskich wgłębień, kieszeni i rowków.Definicja
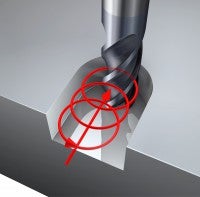
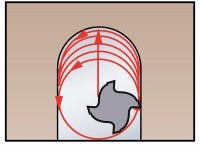
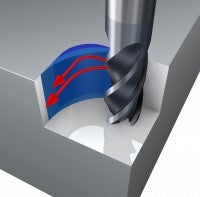
Frezowanie trochoidalne można zdefiniować jako frezowanie z interpolacją kołową połączone z jednoczesnym przemieszczaniem się środka okręgu toru narzędzia. Frez usuwa kolejne „plasterki” materiału, wykonując sekwencję ciągłych ruchów po torze będącym spiralą.
Technika ta wymaga wyspecjalizowanego oprogramowania i obrabiarki.
Narzędzie jest zaprogramowane na wchodzenie w materiał i wychodzenie z niego po łuku, z utrzymującą się niewielką wartością skoku promieniowego w, co ma następujące konsekwencje:
- Ograniczony kąt opasania powoduje, że siła skrawania ma umiarkowaną wartość, co umożliwia stosowanie dużej osiowej głębokości skrawania
- Użycie całej długości krawędzi skrawającej zapewnia równomierny rozkład ciepła i zużycia, a w efekcie zwiększa trwałość ostrzy w porównaniu z tradycyjną metodą frezowania rowków
- Z powodu małego kąta opasania, stosowane są narzędzia o dużej liczbie ostrzy, co pozwala uzyskać wysokie prędkości posuwu bez zagrożenia dla okresu trwałości ostrzy narzędzia
- Maksymalna promieniowa głębokość skrawania ae nie powinna przekraczać 20% długości średnicy frezu
ap ≤ 2 x Dc
ae = mała
vf = wysoka
vc = maks. 10-krotnie większa niż w przypadku tradycyjnych metod
Do rowków o szerokości mniejszej niż 2 x Dc
Narzędzie jest zaprogramowane na ciągły spiralny tor, po którym wykonuje ruch posuwowy w kierunku promieniowym, tworząc rowek lub profil. Posuw jest stały, z ciągle zmieniającym się zaangażowaniem promieniowym. Narzędzie nie jest zagłębione w materiał przez 50% czasu.Co należy uwzględnić
1) Zaangażowanie promieniowe nieustannie zmienia się i przy maksymalnym zagłębieniu, jest ono większe niż zaprogramowany skok w.
2) Ważne jest, aby stosunek średnicy frezu do szerokości rowka był niższy niż 70%, a skok promieniowy w był mniejszy niż 10% Dc.
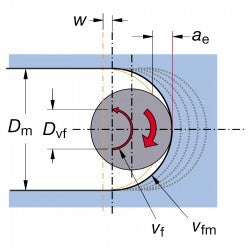
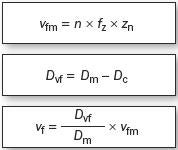
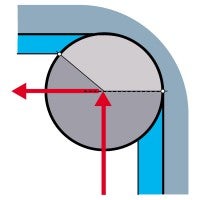
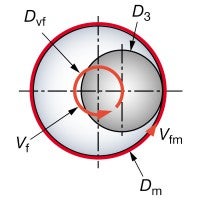
3) Posuw jest stały, lecz prędkość posuwu dla punktu na osi narzędzia vf różni się względem prędkości posuwu występującej w punkcie na obwodzie vfm. Jeśli posuw jest zaprogramowany dla punktu w osi obrotu (środku) narzędzia, należy przeliczyć jaka będzie prędkość posuw dla punktu na jego obwodzie.
Parametry skrawania
- Maks. średn. frezuDc = 70% szerokości rowka
- Skok w = maks. 10% Dc
- Promieniowa głębokość skrawania ae = maks. 20% Dc
- Osiowa głębokość skrawania ap = maks. 2 x Dc
- Posuw na ostrze (na start) fz = 0,1 mm
Oblicz wprowadzaną do programu sterującego wartość prędkości posuwu vf
Wskazówki dotyczące zastosowania frezowania trochoidalnego
Frezowanie trochoidalne zapewnia większe bezpieczeństwo procesu w porównaniu do tradycyjnej obróbki rowków lub frezowania wgłębnego, wydłużając trwałość i zmniejszając koszty narzędzi, np. umożliwiające zastąpienia narzędzia o średnicy 12 mm frezem o średnicy 8 mm.Do rowków szerszych niż 2 x Dc
Ponieważ rowek staje się szerszy, dokonać można optymalizacji ciągłego spiralnego toru narzędzia, gdzie podobnie jak w przypadku wąskich rowków 50% czasu narzędzie będzie poza materiałem:
- Zagłębianie po łuku z interpolacją kołową – zaprogramowany promień (radm) = 50% Dc.
- G1 z ae = 0,1 x Dc.
- Wyjście po łuku z interpolacją kołową – zaprogramowany promień (radm) = 50% Dc.
- Szybki posuw do następnej pozycji początkowej.
- Powtórzenie cyklu.
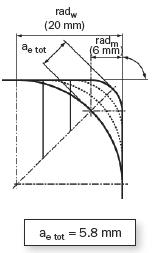
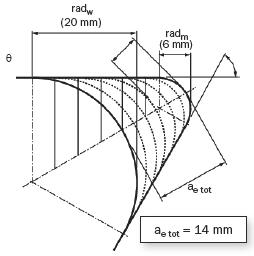
Metoda wielu przejść – frezowanie narożników
Obszar zastosowań
Metoda wielu przejść to technika obróbki półzgrubnej używana do frezowania narożników, których nie może sięgnąć większe narzędzie użyte wcześniej do obróbki.Definicja
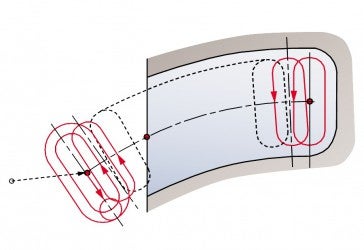
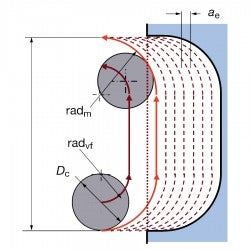
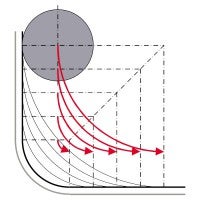
W przeciwieństwie do frezowania trochoidalnego, tor narzędzia poza materiałem nie musi być realizowany z interpolacją kołową, gdyż promieniowa głębokość skrawania w samym łuku naroża rośnie od zera do wartości maksymalnej w środku, a następnie spada z powrotem do zera.
Wielokrotne przejścia powodują stopniowe usuwanie materiału, zapewniając stałe, niskie promieniowe zaangażowanie/kąt opasania i niskie opory skrawania.Co należy uwzględnić:
Zmniejszenie prędkości posuwu w narożach:
- Tak jak w każdym przypadku nieprostoliniowego toru narzędzia, programując wartość prędkości posuwu dla osi obrotu (środka) narzędzia vf, należy dostosować jego wartość uwzględniając prędkość posuwu obliczoną dla punktu leżącego na obwodzie narzędzia vfm, tak aby wartość posuwu na ostrze pozostała na stałym poziomie
- Głębokość skrawania może stać się za duża i uniemożliwić skrawanie z takim samym posuwem, jak w przypadku skrawania w linii prostej, w zależności od stosunku średnicy frezu do promienia naroża
- Jednak stosunek zaprogramowanej średnicy toru interpolacji kołowej frezu Dvf do średnicy zaokrąglenia powierzchni obrabianej Dm narasta z każdym przejściem kształtującym naroże, co oznacza konieczność stałego zmniejszania posuwu dla każdego przejścia
- Układ staje się niestabilny i powstają drgania
- Dla udanego frezowania narożników wewnętrznych istotne jest zastosowanie obrabiarki o dobrej stabilności dynamicznej i sterowanie zmniejszaniem posuwu dla osi obrotu (środka) narzędzia
Metoda wielu przejść
Metoda tradycyjna

Dvf i vf maleją stale z każdym przejściem
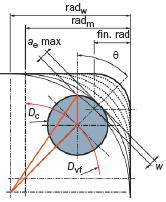
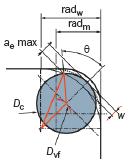
w = skok w kierunku promieniowym
radm = ostateczny promień zaokrąglenia narożnika
radw = początkowy promień zaokrąglenia powierzchni obrabianej w narożniku
Liczba wymaganych przejść będzie wahać się dla tego samego promienia początkowego i ostatecznego w zależności od kąta pomiędzy powierzchniami ścian narożnika. W przypadku narożników ścian ustawionych pod kątem mniejszym niż 60˚ dobrym rozwiązaniem może być frezowanie wgłębne za pomocą wiertła do niepełnych otworów.Kąt między ścianami narożnika