
Dry milling or with cutting fluid

The milling operation is an inherently intermittent process. This causes the temperatures generated at the cutting edge to constantly fluctuate between various levels of heat (~1,000°C) and cold.
The effect of cutting fluid
Temperature variations are exacerbated when the cutting edge goes in and out of the cut. The cutting edge is thus subjected to thermal shocks and cyclic stresses that can result in cracking and can lead, in the worst case, to the premature end of a tool's effective life.
The hotter the cutting zone, the more unsuitable the use of cutting fluid becomes.
In finishing operations, the application of cutting fluid will not reduce tool life as much as in roughing, due to the reduced level of heat generation.

Thermal cracks on the cutting edge
Dry milling
Dry milling extends the life of the cutting edge. Temperature variations do take place but remain within the design scope of the carbide grade. Rough milling operations should always be run dry.

Milling with cutting fluid
There are some exceptions to when cutting fluid should be used:
- Finishing of stainless steel and aluminum – to prevent smearing metal particles into the surface texture
- Milling of heat resistant alloys at low cutting speeds – to lubricate and to cool down the component
- Milling in cast iron – to dampen and flush away dust for environmental, health and component quality reasons
- Milling of thin-walled components – to prevent geometrical distortion
- Micro-lubrication systems, i.e. compressed air with a small amount of special oil, can be applied to assist chip evacuation in deep cavities
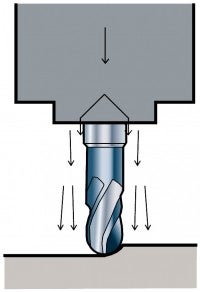
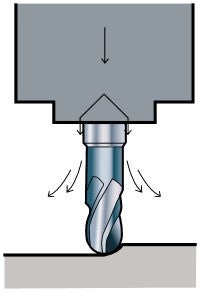
Compressed air

Oil mist
In micro-lubrication systems, the amount of “oil mist” is only a few ml of oil per hour and is evacuated via the normal, filtered ventilating system.
Copious flow through
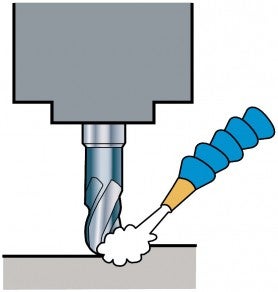
External flow
If milling has to be performed wet, cutting fluid should be applied copiously.
Milling different materials
Milling steel The machinability of steel differs depending on alloying elements,... chevron_right
How to apply coolant and cutting fluid in turning
The primary functions of cutting fluid are chip evacuation, cooling, and lubrication... chevron_right
Coolant aspects
In some cases, it may be beneficial, from environmental and cost perspectives, to... chevron_right
Reaming
Reaming is a finishing operation of high-precision holes performed with a multi-edge... chevron_right
