
Milling closed pockets or angles
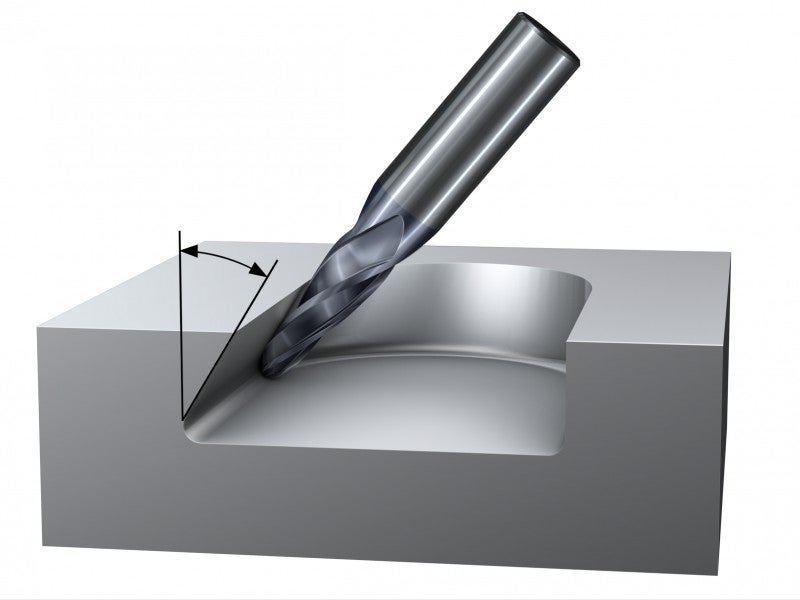
Closed angles, less than 90 degrees, are a common component feature in pockets and cavities. A 4- or 5-axis machine is needed to machine a closed angle.

Milling a blisk impeller is one
application example of milling closed angles.
Use a 4-axis machine:
- If only one side of the pocket has a closed angle and the bottom shape is flat
Use a 5-axis machine:
- If there are corners with closed angles on both sides
- If the bottom profile has a radius
How to mill closed pockets or angles
Machining recommendation
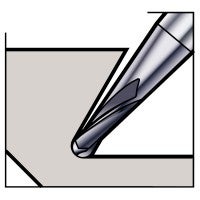
- Prior to radius machining, shoulder milling of the wall should be performed with a square end mill for best stability.
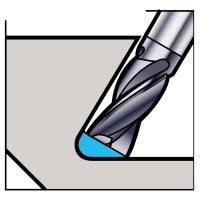
- The radius is machined with a ball nose end mill.
Use a square end mill for
best stability when machining
the peripheral wall.
The final machining of the radius
should be performed with a conical
ball nose end mill.
Pylon brackets
The pylon brackets found on the wing of the aircraft can have an open or closed design.... chevron_right
Milling holes and cavities/pockets
Two-axis ramping linear Circular ramping Widening a hole Circular external milling... chevron_right
Groove or slot milling
Groove or slot milling is an operation in which side and face milling is often preferred... chevron_right
Ramping: Two axis linear and circular
What is successful ramping? Linear ramping is a commonly used, efficient way of... chevron_right
