
Milling programming
Center line or periphery feed
A machine is designed for either center line feed, vf, (without radius compensation) or periphery feed, vfm (with radius compensation).
If the machine requires a center line feed but periphery feed is programmed instead (on machines without radius compensation), the fz value will become too high, with a subsequent risk of insert breakdown.
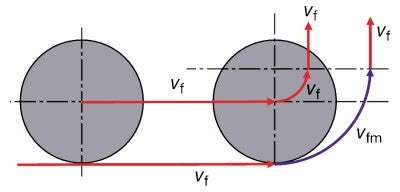
Center line, vf, or periphery feed, vfm.
Center line feed programming
The NC codes generated will program the center of the cutter rather than the periphery.
For straight line cutting (G1), the feed at the wall of the component, vfm, is the same as the programmed feed, vf, while the periphery feed around a radius (G2) will be higher than the tool center feed. Therefore, the table feed, vf, needs to be reduced to maintain the feed per tooth, fz.
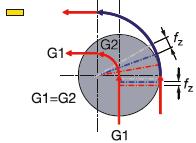
Without center line feed reduction,
fz will increase in corners.

With center line feed reduction.
Center line feed reduction
A reduction factor is found in the table and is dependent on:
- Cutting diameter to component radius – DC/radm
- Radial immersion – ae/DC
| kReduction factor value for feed in corners () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
Feed reduction prior to corner
Reducing the feed before reaching the corner is especially essential when milling at high speeds.
As the cutter is still feeding straight towards the end of the G1 line, the arc of engagement starts to increase. Therefore, the feed has to be reduced before the corner is reached, i.e. within the ln range of 50% x DC.
A machine control with an advanced look-ahead function will manage the changes in feed rate automatically.
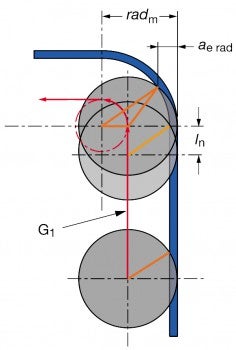
Reduce the feed at a distance:
ln = 50% DC
CoroPlus® Tool Path
CoroPlus® Tool Path software helps you optimize tool paths for your machining method,... chevron_right
CoroPlus® Tool Library
Plugin for CAM Sandvik Coromant works with industry partners to enable seamless... chevron_right
InvoMilling™
Highlights InvoMilling® is a process for machining external gears, splines and straight... chevron_right
Autodesk Fusion 360® seamless workflow
CoroPlus Tool Library plugin for Fusion 360: Save time and secure correct tool information... chevron_right
