
Så fräser du i olika material
Fräsning i stål

Stålets bearbetbarhet beror på legeringselement, värmebehandling och tillverkningsprocess (smitt, gjutet etc.).
I mjuka stål med låg kolhalt är löseggsbildning och gradbildning i arbetsstycket de största problemen. I hårdare stål bli fräsens positionering viktigare för att undvika eggurflisning.
Rekommendationer
Följ alltid våra rekommendationer vid fräsning i stål, såsom positionering av fräsen för att undvika tjocka spånor vid utgången, och överväg alltid torr körning utan skärvätska, särskilt vid grovbearbetningsoperationer.
Fräsning i rostfritt stål
Rostfria stål kan kategoriseras som ferritiskt/martensitiskt, austenitiskt och duplex (austenitiskt/ferritisk), där bearbetningsrekommendationerna skiljer sig åt mellan de olika grupperna.
Fräsning i ferritiskt/martensitiskt rostfritt stål
Materialklassificering: P5.x
Ferritiskt rostfritt stål har en bearbetbarhet som är jämförbar med låglegerat stål, så därför kan rekommendationerna för stålfräsning användas.
Martensitiskt rostfritt stål har högre deformationshärdande egenskaper och skapar mycket höga skärkrafter vid ingång i ingreppet. Tillämpa korrekt verktygsväg och rullande ingång för bästa resultat, samt använd högre skärhastighet, vc, för att undvika deformationshärdning. Högre skärhastighet och en segare sort med förstärkt skäregg ger högre säkerhet.
Fräsning i austenitiskt och rostfritt duplexstål
Materialklassificering: M1.x, M2.x och M3.x
Den dominerande förslitningstypen vid fräsning i austenitiskt och rostfritt duplexstål är eggurflisning på grund av värmesprickor, strålförslitning och löseggsbildning/kletning. På komponenten är gradbildning och dålig ytjämnhet de främsta problemen.

Värmesprickor

Urflisning av skäreggen

Gradbildning och dålig ytjämnhet
Rekommendationer vid grovbearbetning
- Använd höga skärhastigheter (vc = 150–250 m/min (492–820 ft/min)) för att undvika löseggsbildning
- Kör torrt, utan skärvätska, för att minimera problem med värmesprickor
Rekommendationer vid finbearbetning
- Skärvätska, eller helst dimsmörjning/minimalsmörjning, behövs ibland för att förbättra ytjämnheten. Färre problem med värmesprickor uppstår vid finbearbetning, eftersom lägre värme genereras i skärzonen
- Med en cermetsort kan man uppnå tillräcklig ytjämnhet utan skärvätska
- Om matningen, fz, är för låg kan det leda till högre skärförslitning eftersom eggen skär i den deformationshärdade zonen
Fräsgjutjärn

Det finns fem huvudtyper av gjutjärn:
- Grått gjutjärn (GCI)
- Nodulärt gjutjärn (NCI)
- Aducerbart gjutjärn (MCI)
- Kompaktgrafitjärn (CGI)
- Bainithärdat formbart segjärn (ADI)
Grått gjutjärn
Materialklassificering: K2.x
Den dominerande förslitningstypen vid fräsning i grått gjutjärn är nötande fasförslitning och värmesprickor. På komponenten är urflisning vid fräsens utgångsida på arbetsstycket, samt dålig ytjämnhet de vanligaste problemen.

Typisk skärförslitning
Urflisning på komponenten
Rekommendationer vid grovbearbetning
- Kör helst torrt, utan skärvätska, för att minimera problem med värmesprickor. Använd hårdmetallskär med tjock beläggning
- Om urflisning i arbetsstycket är ett problem: Kontrollera fasförslitningenSänk matningen, fz, för smalare spånorAnvänd en positivare geometriAnvänd helst 65/60/45-gradiga fräsar
- Om skärvätska måste användas för att undvika damm etc., välj sorter för våtfräsning
- Belagd hårdmetall är alltid första val, men keramer kan också användas. Observera att skärhastigheten, vc, bör vara mycket hög, 800–1 000 m/min (2 624–3 281 ft/min). Gradbildning på arbetsstycket begränsar skärhastigheten. Använd inte skärvätska

Rekommendationer vid finbearbetning
- Använd hårdmetallskär med tunn beläggning, eller alternativt obelagd hårdmetall
- CBN-sorter kan användas till finbearbetning med hög hastighet. Använd inte skärvätska
Nodulärt gjutjärn
Materialklassificering: K3.x
Bearbetbarheten hos ferritiskt och ferritiskt/perlitiskt nodulärt gjutjärn är mycket lika den hos låglegerat stål. Därför bar fräsningsrekommendationerna för stålmaterial användas vad gäller val av verktyg, skärgeometrier och sorter.
Perlitiskt nodulärt gjutjärn är mer nötande, så gjutjärnssorter rekommenderas.
Använd PVD-belagda sorter och våtbearbetning för bästa resultat.
Kompaktgrafitjärn (CGI)
Materialklassificering: K4.x
Perlitiskt innehåll mindre än 90 %

Denna typ av CGI, som ofta har en perlitisk struktur på cirka 80 %, är den vanligaste för fräsning. Typiska komponenter är motorblock, cylinderhuvuden och avgasgrenrör.
Fräsrekommendationerna är desamma som för grått gjutjärn, man bör dock välja mer positiva skärgeometrier för att minimera gradbildningen på komponenten.
Rundfräsning kan vara en mycket bra alternativ metod till konventionell cylinderuppborrning i CGI.
Bainithärdat formbart segjärn (ADI)
Materialklassificering: K5.x
Grovbearbetning utförs normalt i icke-härdat skick, och kan jämföras med fräsning av höglegerat stål.
Finbearbetningen utförs dock i det härdade materialet, som kan vara mycket nötande. Detta kan jämföras med fräsning av härdade stål, ISO H. Sorter med högt motstånd mot abrasiv förslitning är att föredra.
Jämfört med NCI är verktygslivslängden i ADI cirka 40 % kortare, och skärkrafterna är cirka 40 % högre.
Fräsning i icke-järnhaltiga material

Icke-järnhaltiga material inkluderar inte endast aluminium-, utan också magnesium-, koppar- och zinkbaserade legeringar. Bearbetbarheten varierar främst beroende på kiselinnehållet. Undereutektiskt aluminium är den vanligaste typen, med ett kiselinnehåll under 13 %.
Aluminium med ett kiselinnehåll under 13 %
Materialklassificering: N1.1-3
Den dominerande förslitningstypen är löseggsbildning/kletning på eggarna, vilket leder till problem med gradbildning och dålig ytjämnhet. God spånbildning och spånavgång är avgörande för att undvika repmärken på komponentytan.
Rekommendationer

Skär med PCD-egg
- Använd skär med skarp och polerad PCD-egg för god spånbrytningsfunktion och motstånd mot löseggsbildning
- Välj positiva skärgeometrier med skarpa eggar
- Till skillnad från de flesta andra fräsapplikationerna bör skärvätska alltid användas i aluminium för att undvika kletning på skäreggarna och förbättra ytjämnheten Kiselinnehåll < 8 %: Använd skärvätska med 5 % koncentration Kiselinnehåll 8–12 %: Använd skärvätska med 10 % koncentrationKiselinnehåll > 12 %: Använd skärvätska med 15 % koncentration
- Högre skärhastighet ger generellt bättre prestanda och försämrar inte verktygslivslängden
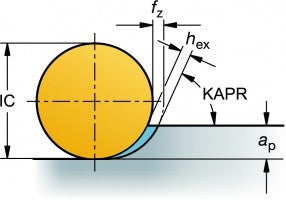
- Ett hex-värde på 0,10–0,20 mm (0,0039–0,0079 tum) rekommenderas. För låga värden kan leda till gradbildning
Varning: Var noga med att inte överskrida fräsens maximala varvtal
- På grund av de höga matningshastigheterna bör man använda en maskin med ”look ahead”-funktion för att undvika dimensionsfel
- Verktygslivslängden begränsas alltid av komponentens gradbildning eller ytjämnhet. Förslitning på skäret är svårt att använda som livslängdsvillkor
Fräsning i varmhållfasta superlegeringar (HRSA)

Varmhållfasta superlegeringar (HRSA) kan delas upp i tre materialgrupper: nickelbaserade, järnbaserade och koboltbaserade legeringar. Titan kan vara ren eller legerad. Bearbetbarheten hos både HRSA och titan är dålig, särskilt i åldrat skick, och ställer särskilda krav på skärverktygen.
HRSA- och titanlegeringar
Fräsning i HRSA och titan kräver ofta maskiner med hög stabilitet och hög effekt och moment vid lågt varvtal. Strålförslitning och eggurflisning är de vanligaste typerna av förslitning. Den höga värmegenereringen begränsar skärhastigheten.
Rekommendationer
Använd rundskärsfräsar för att minimera strålförslitningen
- Använd rundskärsfräsar där det är möjligt för att öka den spånförtunnande effekten
- För skärdjup under 5 mm (0,197 tum) bör ställvinkeln vara mindre än 45°. I praktiken rekommenderas ett runt skär med positiv släppningsvinkel
- Fräsens noggrannhet är av största vikt i både radiell och axiell riktning, för att upprätthålla konstant tandbelastning och mjuk drift, och för att förhindra att enskilda fräständer går sönder i förtid
- Skäreggsgeometrin bör alltid vara positiv med en optimerad eggrundning för att förhindra att spånorna kletar fast där eggen lämnar ingreppet
- Antalet tänder som faktiskt är i ingreppet under fräsningscykeln bör vara så högt som möjligt. Det ger god produktivitet under stabila förhållanden. Använd extra tättandade fräsar
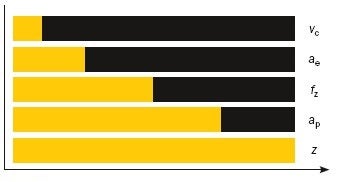

= verktygslivslängd

= Kortare verktygslivslängd vid ökade skärparametrar
Ändringar har varierande effekt på livslängden. Skärhastigheten, vc, har störst inverkan, följt av ae etc.
Skärvätska
Till skillnad från fräsning i de flesta andra material, rekommenderas alltid skärvätska för att underlätta spånavgången, för att kontrollera värmen vid skäreggen och för att förhindra omskärning av spånor. Skärvätska med högt tryck (70 bar (1 015 psi)) med tillförsel genom spindeln/verktygen är alltid att föredra framför utvändig tillförsel och lågt tryck.
Undantag: Skärvätska bör inte användas vid fräsning med keramiska skär på grund av termisk chock.
Skärvätsketillförsel igenom fräsarna är en fördel vid användning av hårdmetallskär
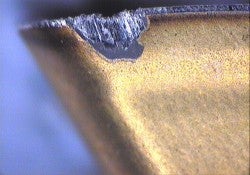
Skär-/verktygsförslitning
Den vanligaste orsaken till att verktyg går sönder och till dålig ytjämnhet är strålförslitning, hög fasförslitning och urflisning av egglinjen.
Bästa praxis är att vända skäreggarna ofta för att säkerställa en tillförlitlig process. Fasförslitning runt skäreggen bör inte överskrida 0,2 mm (0,0078 tum) för en fräs med 90 graders ställvinkel, eller högst 0,3 mm (0,0118 tum) för runda skär.
Typisk skärförslitning
Fräs med keramiska skär för grovbearbetning av HRSA

Keramisk fräsning körs normalt med 20 till 30 gånger så hög hastighet som hårdmetall, men vid lägre matningshastigheter (~0,1 mm/z (0,0039 in/z)), vilket ger höga produktivitetsfördelar. Tack vare ett intermittent skärförlopp är det en mycket kallare operation än svarvning. Därför används hastigheter på 700–1 000 m/min (2 297–3 280 ft/min) vid fräsning, jämfört med 200–300 m/min (656–984 ft/min) för svarvning.
Rekommendationer
- Använd främst runda skär för att säkerställa en låg ställvinkel och förebygga strålförslitning
- Använd inte skärvätska
- Använd inte keramer vid bearbetning av titan
- Keramer har negativ effekt på ytintegriteten och topografin, och används därför inte vid bearbetning nära den slutliga komponentens form
- Maximal fasförslitning vid användning av keramiska skär i HRSA är 0,6 mm (0,024 tum)
Läs mer om varmhållfasta superlegeringar och titan
Fräsning av härdade stål

Den här gruppen innehåller härdade och anlöpta stål med hårdhet >45–65 HRC.
Typiska frästa komponenter:
- Skär i verktygsstål för pressverktyg
- Plastformar
- Hejarstansar
- Formgjutningsformar
- Bränslepumpar
Nötande fasförslitning på skäret och urflisning av arbetsstycket är de främsta problemen.
Rekommendationer
- Använd positiva skärgeometrier med skarpa eggar. Det minskar skärkrafterna och ger ett mjukare skärförlopp
- Kör torrt, undvik skärvätska
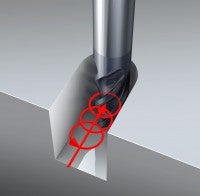
- Trokoidalfräsning är en lämplig metod som möjliggör hög matningshastighet i kombination med låga skärkrafter och genererar låga temperaturer på skäreggen och arbetsstycket, vilket är gynnsamt för produktiviteten, verktygslivslängden och komponenttoleranserna
- Bearbetningsstrategin att köra lätt men snabbt bör också tillämpas vid planfräsning, dvs. små skärdjup, både ae och ap. Använd en extra tättandad fräs och relativt höga skärhastigheter
