
Fräsning på insidan av hörn
Fräsning på insidan av hörn kräver noggrant hänsynstagande till fräsens ingreppsbåge, samt lämplig matningshastighet.
Att ta hänsyn till
- Vid matning av fräsen i invändiga hörn ökar den radiella ingreppsbågen, vilket ställer extra höga krav på skäreggen
- Processen blir ofta instabil, vilket skapar vibrationer och en osäker process
- Wobblande skärkrafter skapar ofta underskärning i hörnen
- Det finns också risk för urflisning av skäreggarna, eller att skär går sönder helt
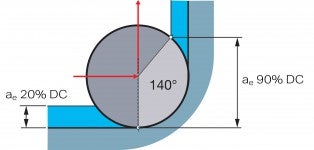
Traditionell hörnfräsning
Hörnradie = 50 % × Dc
Lösning – begränsa ingreppsbågen
Använd en programmerad radie (rundfräsning) för att minska ingreppsbågen och ett radiellt ingrepp för att minska vibrationstendenserna, vilket möjliggör högre skärdjup och matningshastigheter vid fräsning inne i hörn.
- Fräs en större hörnradie än vad ritningen anger. Det kan vara gynnsamt, eftersom det möjliggör en större fräsdiameter vid grovbearbetning, vilket främjar hög produktivitet
- Du kan också använda en fräs med mindre Dc för att fräsa önskad hörnradie
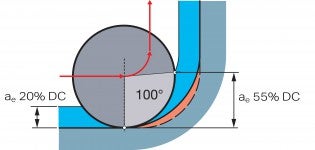
Fräs en större komponentradie,
Hörnradie = 75 % × Dc
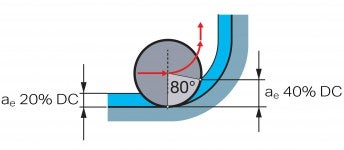
Använd en mindre fräs,
Hörnradie = 100 % × Dc
Grovbearbetning
En programmerad radie på 50 % Dc är optimal.
Finbearbetning
Vid finbearbetning är det inte alltid möjligt att ha en så stor radie. Fräsdiametern bör dock inte vara större än 1,5 × komponentradien, dvs. hörnradien 10 mm (0,394 tum) = max 15 mm (0,591 tum).
