Felsökningstips för fräsning om problem med vibrationer, spånstockning, omskärning och spånor, otillräcklig ytjämnhet, gradbildning, maskineffekt och verktygsförslitning presenteras i följande tabell.
Orsak
Lösning
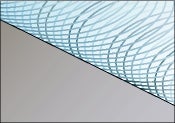
Vibrationer
Svag fixtur
Beräkna skärkrafternas riktning och säkerställ adekvat stöd eller förbättra fixturen
Sänk skärkrafterna genom att minska skärdjupet, ap
Välj en glestandad fräs med differentialdelning och mer positivt skärförlopp
Välj en geometri med liten hörnradie och liten planfas
Välj ett finkornigt, obelagt skär, eller en tunnare beläggning
Undvik bearbetning där arbetsstycket har dåligt stöd mot skärkrafterna
Axiellt svagt arbetsstycke
Överväg en rätvinklig fräs (90 graders ställvinkel) med positiv geometri
Välj ett skär med L-geometri
Sänk den axiella skärkraften – mindre skärdjup, mindre hörnradie och planfas
Välj en glestandad fräs med differentialdelning
Kontrollera verktygsförslitningen
Kontrollera verktygshållarens rundgång
Förbättra verktygets fastspänning
För långt verktygsöverhäng
Minimera överhänget
Använd en glestandad fräs med differentialdelning
Balansera de radiella och axiella skärkrafterna – 45 graders ställvinkel, fräs med stor hörnradie eller rundskärsfräs
Öka matningen per tand
Använd en lättskärande skärgeometri
Minska skärdjupet, af
Använd motfräsning vid finbearbetning
Använd överdimensionerade fräsar och Coromant Capto®-kopplingsadaptrar
För fräsar av solid hårdmetall och med utbytbara huvuden, prova ett verktyg med färre tänder och/eller en högre stigvinkel
Fräsning av rätvinkliga hörn med svag spindel
Välj minsta möjliga skärdiameter
Välj positiv och lättskärande fräs och skär
Prova motfräsning
Kontrollera spindelavböjningen och se om den är godtagbar för maskinen
Oregelbunden matningshastighet
Prova motfräsning
Dra åt maskinens matningsmekanism: justera matningsskruven på CNC-maskinen
Justera låsskruven eller byt ut kulskruven på konventionella maskiner
Skärdata
Minska skärhastigheten, vc
Öka matningen, fz
Ändra skärdjupet, ap
Dålig stabilitet
Minska överhänget
Förbättra stabiliteten
Vibrationer i hörnen
Programmera stora hörnradier med lägre matningshastighet
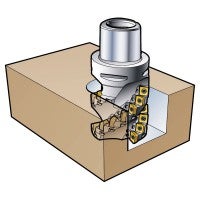
Spånstockning Vanligt hinder vid fullspårsfräsning – särskilt i långspånande material
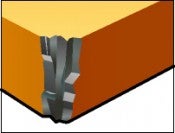
Skadat skärhörn
Brott och urflisning av eggen
Spånorna skärs flera gånger
Förbättra spånavgången genom att använda riklig och välriktad skärvätska eller tryckluft
Minska matningen, fz
Dela upp djupa skär i flera passeringar
Prova motfräsning vid djup spårfräsning
Använd glestandade fräsar
Använd pinnfräsar av solid hårdmetall eller fräsar med utbytbart huvud med två eller högst tre skäreggar och/eller högre stigvinkel
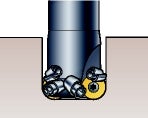
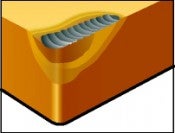
Omskärning av spånor Uppstår vid fullspårsfräsning och fickfräsning – särskilt i titan. Också vanligt vid fräsning av djupa hålrum och fickor på karusellmaskiner.
Skäreggsbrott
Skadligt för verktygslivslängden och säkerheten
Spånstockning
Transportera spånorna effektivt med hjälp av tryckluft eller rikt skärvätskeflöde – helst med invändig skärvätsketillförsel
Ändra fräspositionen och verktygsvägsstrategin
Minska matningen, fz
Dela upp djupa skär i flera passeringar
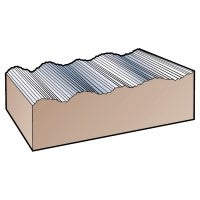
Otillräcklig ytjämnhet
Alltför hög matning per varv
Ställ in fräsen axiellt eller klassa skären. Kontrollera höjden med indikator
Kontrollera spindelns kast och fräsens monteringsytor
Sänk matningen per varv till högst 70 % av planfasens bredd
För optimerade skärdata, högsta komponentkvalitet och maximal verktygslivslängd bör du alltid kontrollera skäreggen efter bearbetningen. Använd den här listan med orsaker till olika typer av skärförslitning och lösningar på problemen för att lyckas med fräsningen.
Orsak
Lösning
Fasförslitning Snabb förslitning orsakar dålig ytjämnhet eller toleransavvikelser.
Skärhastigheten är för hög
Otillräcklig slitstyrka
För låg matning, fz
Minska skärhastigheten, vc
Välj en slitstarkare sort
Öka matningen, fz
Fasförslitning För stor förslitning orsakar kort skärlivslängd.
Vibrationer
Spånorna skärs flera gånger
Gradbildning på komponenten
Dålig ytjämnhet
Värmegenerering
Hög ljudnivå
Öka matningen, fz
Använd medfräsning
Transportera spånorna effektivt med hjälp av tryckluft
För pinnfräsar av solid hårdmetall och fräsar med utbytbart huvud, välj en högre stigningsgeometri (gp ≥45°)
Dela upp det axiella skärdjupet, ap, i mer än en passering
Minska matningen, fz
Minska skärhastigheten, vc
HSM kräver grunda passeringar
Förbättra fastspänningen av verktyg och arbetsstycke
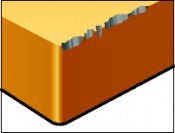
Gropförslitning För stor förslitning leder till försvagad egg. Skäregg på bakkanten leder till dålig ytjämnhet.
Diffusionsslitage på grund av för höga skärtemperaturer på spånytan
Välj en sort med Al203-beläggning
Välj en positiv skärgeometri
Sänk hastigheten för att uppnå lägre temperatur och minska sedan matningen
Plastisk deformation Plastisk deformation av eggen, fördjupningar eller flankintryckning, vilket leder till dålig spånkontroll, dålig ytjämnhet och skärbrott.
För hög skärtemperatur och för högt tryck
Välj en sort med bättre motståndskraft mot förslitning (hårdare)
Minska skärhastigheten, vc
Minska matningen, fz
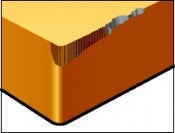
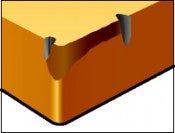
Urflisning Den del av skäreggen som inte är i ingreppet skadas av spånhamring. Både skärets ovansida och stöd kan skadas, vilket leder till dålig ytstruktur och alltför hög fasförslitning.
Spånorna böjs av mot skäreggen
Välj en segare sort
Välj ett skär med en starkare skäregg
Öka skärhastigheten, vc
Välj en positiv geometri
Minska matningen vid början av ingreppet
Förbättra stabiliteten
Urflisning Små skäreggsbrott (urflisning) orsakar dålig ytjämnhet och alltför stor fasförslitning.
Alltför spröd sort
För svag skärgeometri
Löseggsbildning
Välj en segare sort
Välj ett skär med starkare geometri
Öka skärhastigheten, vc, eller välj en mer positiv geometri
Minska matningen vid början av ingreppet
Strålförslitning Strålförslitning orsakar dålig ytjämnhet och risk för eggbrott.
Deformationshärdade material
Hud och skal
Minska skärhastigheten, vc
Välj en segare sort
Använd en starkare geometri
Använd en skärvinkel som är närmare 45 grader
Använd runda skär för bästa resultat
Använd en varierbar ap-teknik för att fördröja förslitningen
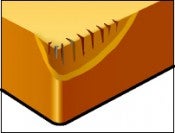
Värmesprickor Små sprickor vinkelrätt mot skäreggen orsakar urflisning och dålig ytjämnhet på grund av temperaturvariationer.
Intermittent bearbetning
Varierande skärvätsketillförsel
Välj en segare sort med bättre motståndskraft mot termisk chock
Skärvätska bör tillföras rikligt eller inte alls
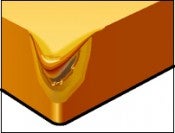
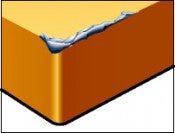
Löseggsbildning Löseggsbildning orsakar dålig ytjämnhet och urflisning av skäreggen när lösäggen dras bort.
Skärzonstemperaturen är för låg
Mycket kletande material, t.ex. stål med låg kolhalt, rostfria stål och aluminium
Öka skärhastigheten, vc
Byt till en mer passande geometri
Löseggsbildning Materialet i arbetsstycket fastsvetsas vid skäreggen.