
Utvidga ett hål med hjälp av fräsning
Utvidgning av ett befintligt hål kan ske genom antingen cirkulär rampning eller rundfräsning.
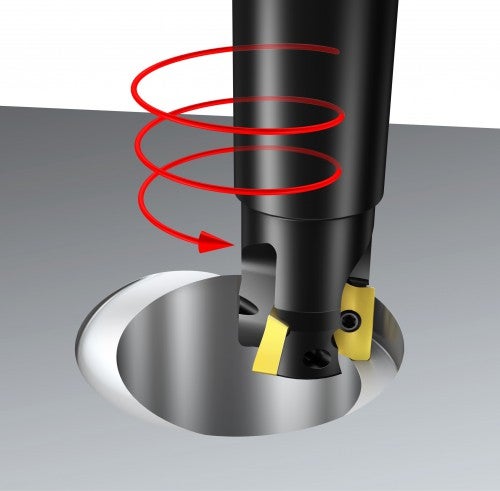
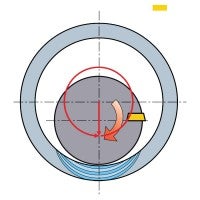
Cirkulär rampning
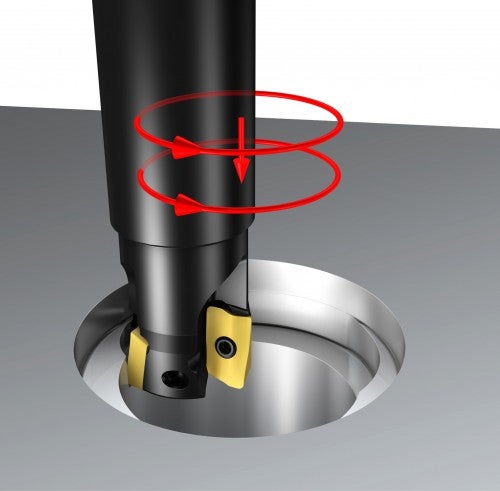
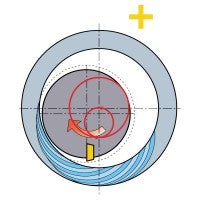
Rundfräsning
Cirkulär rampning – 3-axlig
- Konstant rampning
- Ingen ingång eller utgång
- Fräsen är konstant i ingreppet
- Rampningsförlopp – bottenskärande
Första val:
- Håldjupet är större än verktygets maximala ap
- Bästa hålkoncentricitet och rundhet
- I vibrationskänsliga applikationer

Rundfräsning – 2-axlig
Rundfräsning är ett alternativ till de traditionella uppborrningsverktygen. Rundfräsning kan utföras med de flesta 90-gradiga fräsar genom att använda en cirkulär verktygsväg.
- Konstant Z
- Ingång och utgång för varje nivå
- Rullande ingång i ingreppet bör programmeras
- Håltoleransen vid uppborrning är inte lika god som vid rundfräsning
- Stegmärken vid varje passering
Första val:
- Programmera verktygsvägen över 360 grader för att undvika stegmärken
- Endast en passering behövs Fräs med hög ap-kapacitetKort hål
- Dålig till obefintlig rampningsförmåga – lång egg utan axiellt stöd
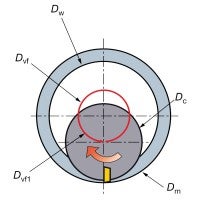
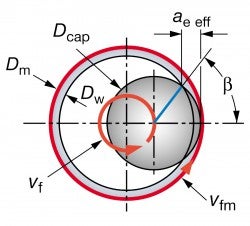
Matningsberäkning
Matningen måste minskas på grund av:
- Ökat ae-värde i förhållande till rak fräsning, vilket minskar den spånförtunnande effekten
- Högre periferimatning än verktygets centrummatning
- Beräkna matning utifrån Dvf.
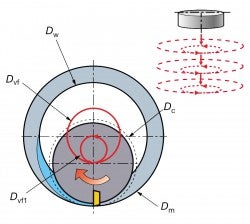
Ingång i ingrepp
Rullande ingång säkerställer tunna spånor vid utgången. En låg ingreppsvinkel minskar vibrationerna och säkerställer hög produktivitet.
