”Slicing” och trokoidalfräsning

Dessa fräsningsmetoder utvecklades ursprungligen för grovbearbetning och medelgrov bearbetning av svåra material som hårda stål, ISO H och HRSA-material, ISO S, men kan också användas till andra material, särskilt vid vibrationskänsliga applikationer.
Trokoidalfräsning används främst för bearbetning av spår.
”Slicing” används oftast för medelgrov bearbetning av hörn.
Båda metoderna har visat sig vara mycket säkra och produktiva.
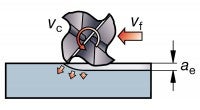
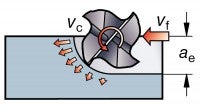
”Slicing” och trokoidalfräsning baseras på ett litet radiellt skärdjup, ae, vilket:
- Genererar låg radiell skärkraft, vilket ställer lägre krav på stabilitet och möjliggör ett stort skärdjup, ap
- Innebär att endast en tand i taget är i ingreppet, vilket minimerar vibrationstendenserna
- Minskar värmen i skärzonen tack vare kort kontakttid, vilket gör det möjligt att använda högre skärhastigheter
- Genererar en tunn spåntjocklek, hex, men hög matning, fz
Val av verktyg
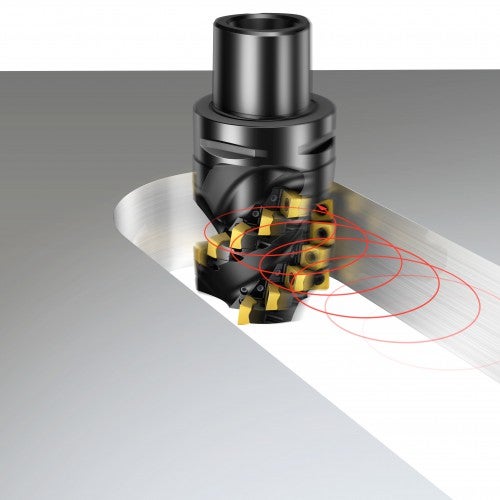
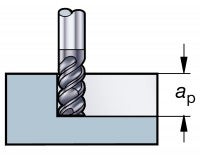
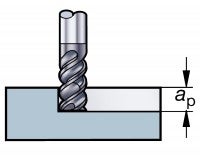
”Slicing”-tekniken kan också användas med igelfräsar, som kombinerar ett litet radiellt skärdjup, ae med ett stort axiellt skärdjup, ap.
Så tillämpas ”slicing” och trokoidalfräsning
”Slicing” använder högre skärhastighet, vc, och axiellt ingrepp, ap, men endast med små radiella ingrepp, ae, och låg matning per tand, fz. Det är möjligt tack vare:
- Faktor Tunn spåntjocklekLiten ingreppsbåge
- Effekt Lägre skärkraft/avböjningLägre temperatur i skärzonen
- Fördel Djupare axiella ingreppHögre hastigheter
TrokoidalfräsningApplikationsområde
En utmärkt metod för spårfräsning när vibrationer är ett problem. Det passar också för grovfräsning i trånga hålrum, fickor och spår.Definition
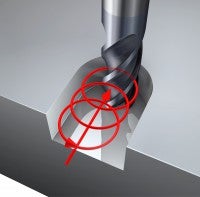
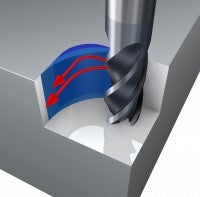
Trokoidalfräsning kan definieras som rundfräsning med samtidiga framåtrörelser. Fräsen avlägsnar upprepade ”materialskivor” i en serie kontinuerliga spiralverktygsvägar i verktygets radiella riktning.
Detta kräver särskild programmering och verktygskapacitet.
Verktyget programmeras att rulla in i och ut ur ingrepp, med låg radiell stigning, w, vilket innebär att:
- Den kontrollerade ingreppsbågen genererar låga skärkrafter, vilket möjliggör stora axiella skärdjup
- Hela skäreggslängden används, vilket garanterar att värmen och slitaget sprids jämnt och skärlivslängden blir längre jämfört med traditionell spårfräsning
- Eftersom ingreppsbågen är kort används flereggsverktyg, vilket möjliggör höga matningshastigheter och säker verktygslivslängd
- Det maximala radiella ingreppet, ae, bör inte överstiga 20 % av fräsdiametern
ap ≤ 2 × Dc
ae = låg
vf = hög
vc = upp till 10 gånger högre än för konventionella metoder
För smalare spårbredder än 2 × Dc
Verktyget programmeras i en kontinuerlig spiralväg som matar i radiell riktning och bildar ett spår eller en profil. Matningen är konstant, med ständigt varierande radiellt ingrepp. Verktyget är ute ur ingreppet 50 % av tiden.Att tänka på
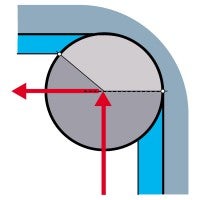
1) Det radiella ingreppet ändras konstant och när ingreppet är som störst är det större än programmerad step-over, w.
2) Det är viktigt att hålla förhållandet mellan verktygsdiametern och spårbredden under 70 % och den radiella stigningen, w, under 10 % av Dc.
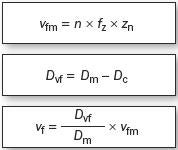
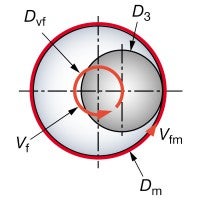
3) Matningen är konstant, men verktygets centrummatning, vf, varierar beroende på periferimatningen, vfm. Om matningen programmeras utifrån verktygets centrum, måste periferimatningen beräknas.
Skärparametrar
- Max. fräsdiameter Dc = 70 % av spårbredden
- Step-over w = max. 10 % Dc
- Radiellt ingrepp – max. ae = 20 % Dc
- Axiellt ingrepp ap = upp till 2 × Dc
- Startmatning per tand fz = 0,1 mm
Beräkna programmerad matning vf
Applikationstips för trokoidalfräsning
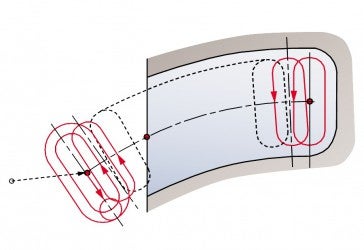
Trokoidalfräsning är en betydligt säkrare process än traditionell spår- eller dykfräsning och medför längre skärlivslängd och minskade verktygskostnader, eftersom ett 8 mm-verktyg ersätter ett 12 mm-verktyg.För bredare spår än 2 × Dc
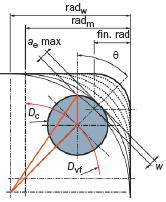
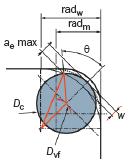
En kontinuerlig spiralväg, som de som programmeras för smala spår där verktyget är ur ingrepp 50 % av tiden, kan optimeras i och med att spåret blir bredare:
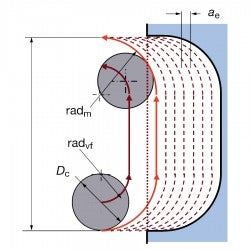
- Rullande ingång – programmerad radie (radm) = 50 % av Dc.
- G1 med ae = 0,1 × Dc.
- Rullande utgång – programmerad radie (radm) = 50 % av Dc.
- Snabb rörelse till nästa startposition.
- Upprepa cykeln.
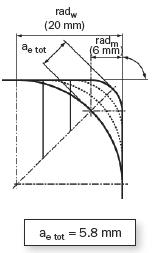
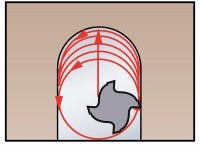
”Slicing” – hörnfräsning
Applikationsområde
”Slicing” är en teknik för medelgrov bearbetning som används vid hörnfräsning där det större verktyg som användes i föregående operation inte når.Definition
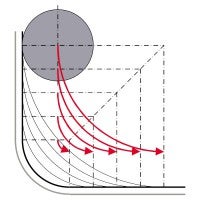
Till skillnad från trokoidalfräsning behövs ingen rullande ingång eller utgång, eftersom det radiella ingreppet byggs upp från noll till max i mitten och sedan sjunker till noll igen.
Flera passeringar tar stegvis bort material och säkerställer konsekvent lågt radiellt ingrepp/angreppsvinkel och låga skärkrafter.Att tänka på:
Lägre matningshastighet i hörnen:
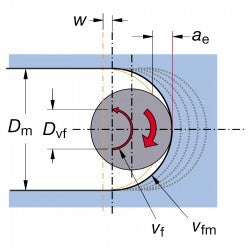
- Liksom vid all radiekonturfräsning där man programmerar med verktygets centrummatning, vf, måste matningshastigheten minskas i förhållande till verktygets periferimatning, vfm, för att matningen per tand ska hållas konstant
- Ingreppsdjupet kan bli för stort för att man ska kunna använda samma höga matning som vid rak bearbetning, beroende på förhållandet mellan verktygsdiameter och hörnradien
- Förhållandet mellan den programmerade verktygsvägens diameter, Dvf, och håldiametern, Dm, ökar dock stadigt när man närmar sig den slutliga hörnradien, vilket innebär att matningen måste minskas gradvis för varje passering
- Processen blir instabil och vibrationer uppstår
- För felfri fräsning av invändiga hörn krävs en maskin med hög dynamisk stabilitet där minskningen av verktygets centrummatning kan styras
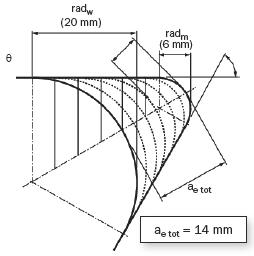
”Slicing”
Konventionell

Dvf och vf minskar kontinuerligt för varje passering
w = radiell step-over
radm = komponentens slutradie
radw = komponentens startradie
För samma start- och slutradier varierar antalet passeringar beroende på hörnvinkeln. För hörn med mindre vinkel än 60˚ kan dykfräsning med ett dykborr vara ett bra alternativ.Hörnvinkel