
Fräsning av hål och hålrum/fickor
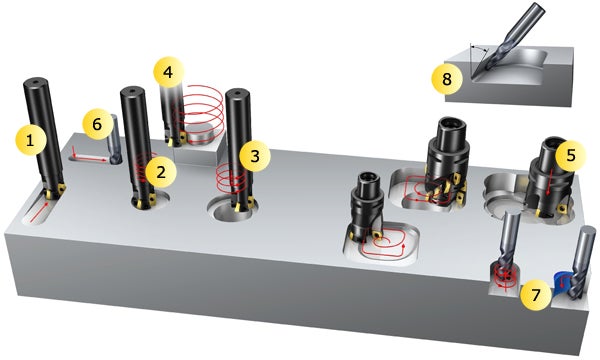
- Tvåaxlig linjär rampning
- Cirkulär rampning
- Utvidgning av hål
- Cirkulär utvändig fräsning eller rampning
- Dykfräsning
- Fräsning i steg
- ”Slicing”-metoder
- Slutna fickor eller vinklar
Hålfräsning: skapa öppningar
- Skapa öppningar i ett solitt arbetsstycke
- Utvidga ett hål eller hålrum
- Öppna upp/utvidga ett hålrum eller en ficka
Skapa öppningar i ett solitt arbetsstycke
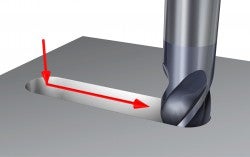
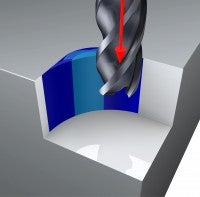
Linjär rampning
Fräsning i steg
Öppna upp ett spår
Vi fräsning av ett hål är linjär rampning (två axlar samtidigt) alltid att föredra före fräsning i steg.
Fräsning i steg är en alternativ hålfräsningsmetod, men den bildar ofta långa spånor och genererar oönskade skärkrafter på fräsen.
Öppna upp ett hål eller ett hålrum
Borrning

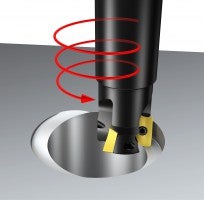
Cirkulär rampning

Rampning av ett hålrum
Borrning är den traditionella och snabbaste metoden för att producera ett hål, men spånbrytning kan vara en utmaning i visa material, och borrningen saknar flexibiliteten att producera varierande diametrar och andra former än runda.
Cirkulär rampning (tre axlar samtidigt) är en mindre produktiv metod än att borra ett hål, men den kan vara ett bra alternativ i följande fall:
- Hål med stor diameter där maskineffekten är begränsad
- Produktion av mindre serier. En tumregel för diametrar större än 25 mm: fräsning är kostnadseffektivt upp till en serie på cirka 500 hål
- När flera olika hålstorlekar ska bearbetas
- Begränsat med plats i verktygsmagasinet för att förvara olika borrstorlekar
- Produktion av bottenhål, när en plan botten krävs
- Instabila, tunnväggiga komponenter
- Intermittenta ingrepp
- Material som är svårborrade på grund av spånbrytning och spånavgång
- Där skärvätska inte är tillgängligt
- Vid fräsning av hålrum/fickor (”icke-runda hål”)
Välja metod – exempel
Öppna upp ett hålrum/en ficka
  | ||
Borrning och rundfräsning   | Borrning och dykfräsning   | Cirkulär rampning  |
Fördelar + Hög materialavverkning för icke-runda hål + Första val för strukturella delar till flygplansramar i titan Nackdelar – Kräver en stabil maskin – Spånavgång – horisontell maskin – Noggrann programmering krävs | Fördelar + Problemlösare i applikationer med långt överhäng + Enkel programmering som passar äldre maskiner/maskiner med flera spindlar Nackdelar – Låg materialavverkning | Fördelar + Färre verktyg (ingen borr behövs) + Flexibel (producerar en mängd olika storlekar) + Ingen skärvätska behövs = bra för öppna maskiner + Passar alla maskinkoncept och konfigurationer Nackdelar – Mindre produktiv för stora hålrum |
| Grundvalet för fickor | Problemlösare Långa överhäng | Grundvalet för 3D-hålrum |
Utvidga ett hål eller hålrum

Uppborrning
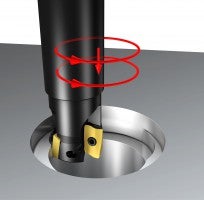
Cirkulär rampning
Rundfräsning
Utvidgning av hål
Uppborrning är normalt den snabbaste metoden, av samma orsaker som borrning, men hålfräsning är ibland ett bra alternativ. Två alternativa fräsningsmetoder kan användas: cirkulär rampning (3-axlig) eller rundfräsning (2-axlig). Cirkulär rampning är att föredra om hålet är djupare än ap max, eller vid vibrationskänsliga applikationer. Dessutom blir hålens rundhet/koncentricitet bättre vid rampning, särskilt vid långa överhäng. Både vid cirkulär rampning och fräsning förbättras rundheten om arbetsstycket roteras i stället för att fräsen rör sig med en rund verktygsväg.
Utvidga ett hålrum eller en ficka
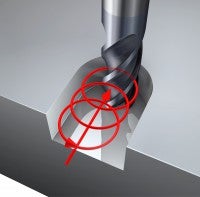
Invändig hörnfräsning och dykfräsning kräver ett starthål, och bör jämföras med rampning av ett hålrum direkt i ett solitt block.
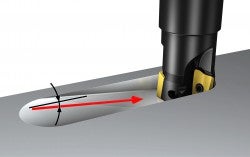
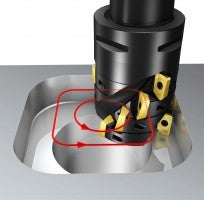
- Rampning (3-axlig) har en fördel eftersom endast ett verktyg krävs, och man kan producera 3D-former, vilket gör metoden lämplig för profilfräsning. Om man använder tekniker med hög matning (lätt och snabbt), riktas skärkrafterna på ett gynnsamt sätt som minimerar vibrationsproblem
- Dykfräsning löser ofta problem med långa överhäng och/eller djupa hålrum
- Invändig hörnfräsning kräver mer programmering än dykfräsning, men är snabbare
Invändig hörnfräsning

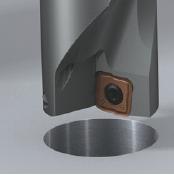
Dykfräsning
Restfräsning (återstående gods)
Efter grovbearbetning av ett hålrum återstår ofta gods, särskilt i hörnen. Dykfräsning med en mindre fräs är en metod för att komma närmare den slutliga formen. ”Slicing” (lätt och snabbt) är en annan teknik som ofta används vid hörnfräsning. Trokoidalfräsning är en typ av slicing som också används för att fräsa spår, fickor etc.
Dykfräsning i hörn
”Slicing” – lätt och snabbt
”Slicing” i hörn
Trokoidal
Så öppnar du upp/utvidgar du ett hålrum eller en ficka

Det finns två tydliga strategier:
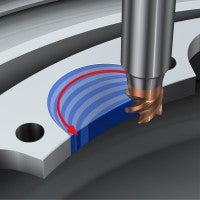
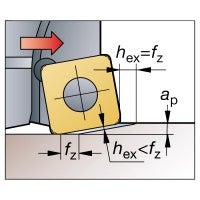
1. Cirkulär rampning (3-axlig) – litet ap
Använd en fräs med en liten ställvinkel. En rundskärsfräs är ett annat alternativ.
Denna ”lätta och snabba” teknik innebär utmärkt spånavverkningshastighet och är första val för mindre stabila maskiner (enligt ISO 40) och om ett hålrum har en profilerad form, dvs. formverktyg.
Observera: Undvik att bearbeta hela vägen fram till en 90° skuldra eftersom det eliminerar effekten av låg ställvinkel, vilket innebär att skärdjupet ökar väsentligt.
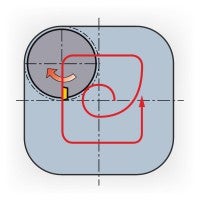
Skärparametrar:
- Största fräsdiameter = 1,5 × komponentens hörnradie
- Cirkulär rampning till djupet – moturs
- Rullande ingång i nästa ingrepp
- Radiellt ingrepp – max. ae = 70 % Dc
- Axiellt ingrepp för rundskärsfräs 25 % iC
- Verktygsvägens radie i hörnet = Dc
- Minska hörnmatningen
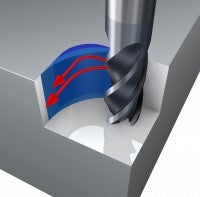
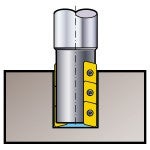
2. Rundfräsning (2-axlig) – stort ap
Borra ett hål, och byt sedan till en hörnpinnfräs eller igelfräs. Ett typiskt applikationsområde är tillverkning av flygplansramar – titanbearbetning.
Applikationstips
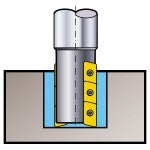
Säkerställ god spånavgång för att förhindra att spånorna skärs flera gånger/fastnar:
- Horisontell spindel (ISO 50) är att föredra
- Skärvätska med högt tryck eller tryckluft med skärvätska genom verktyget
- Dc bör inte vara större än 75 % av håldiametern. Använd ett stort axiellt ingrepp – högst ae = 2 × Dc
Ingången i det borrade hålet bör ske med en cirkulär verktygsväg:
- Kontrollera det radiella ingreppet, högst ae = 30 % av Dc
Kontrollera det radiella ingreppet för att minimera vibrationer i hörnen och för att maximera produktiviteten:
- Använd största möjliga radie i hörnen, spiralprogrammering
- Använd största möjliga Dc och slutför restfräsning separat vid högst 1,5 × hörnradien
  |   |
 Liten hörnradie | 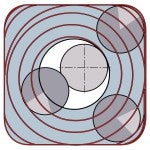 Spiralmorfning |
