
Fräsningsprogrammering
Centrumlinje- eller periferimatning
En maskin är konstruerad för antingen centrumlinjematning, vf, (utan radiekompensering) eller periferimatning, vfm (med radiekompensering).
Om maskinen kräver centrumlinjematning och periferimatning programmeras istället (på maskiner utan radiekompensering), blir fz-värdet för högt, vilket innebär risk för skärbrott.
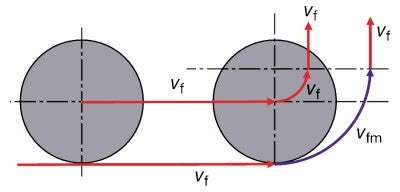
Centrumlinje-, vf, eller periferimatning, vfm.
Programmering av centrumlinjematning
De NC-koder som genereras programmerar fräsens centrum snarare än periferin.
För bearbetning i en rak linje (G1) är matningen vid komponentens vägg, vfm, densamma som den programmerade matningen, vf, medan periferimatningen runt en radie (G2) blir högre än verktygets centrummatning. Därför måste matningshastigheten, vf, reduceras för att behålla matningen per tand, fz.
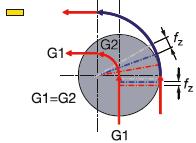
Utan reducerad centrumlinjematning ökar
fz i hörnen.

Med reducerad centrumlinjematning.
Reducering av centrumlinjematning
En reduceringsfaktor finns i tabellen och är beroende av:
- Fräsdiameterns förhållande till komponentradien – Dc/radm
- Det radiella ingreppet – ae/Dc
| kReduceringsfaktor för matning i hörn () | ||||||||||
| Dc/radm | ae/Dc | |||||||||
| 0,05 | 0,15 | 0,25 | 0,35 | 0,45 | 0,55 | 0,65 | 0,75 | 0,85 | 0,95 | |
| 2,00 | 0,22 | 0,34 | 0,40 | 0,45 | 0,48 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,80 | 0,30 | 0,34 | 0,42 | 0,46 | 0,50 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,60 | 0,44 | 0,42 | 0,44 | 0,49 | 0,53 | 0,56 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,40 | 0,55 | 0,54 | 0,54 | 0,54 | 0,56 | 0,59 | 0,62 | 0,67 | 0,75 | 0,86 |
| 1,20 | 0,63 | 0,64 | 0,64 | 0,62 | 0,62 | 0,65 | 0,63 | 0,71 | 0,75 | 0,86 |
| 1,00 | 0,71 | 0,72 | 0,72 | 0,73 | 0,74 | 0,62 | 0,77 | 0,79 | 0,83 | 0,86 |
| 0,80 | 0,78 | 0,79 | 0,79 | 0,80 | 0,82 | 0,83 | 0,85 | 0,87 | 0,89 | 0,94 |
| 0,60 | 0,84 | 0,85 | 0,86 | 0,86 | 0,87 | 0,88 | 0,90 | 0,91 | 0,93 | 0,96 |
| 0,40 | 0,90 | 0,90 | 0,91 | 0,92 | 0,92 | 0,93 | 0,94 | 0,95 | 0,96 | 0,98 |
| 0,20 | 0,95 | 0,96 | 0,96 | 0,96 | 0,96 | 0,97 | 0,97 | 0,98 | 0,98 | 0,99 |
Matningsreducering före hörn
Det är särskilt viktigt att sänka matningen innan man når hörnet vid fräsning med hög hastighet.
Allt eftersom fräsen matas rakt mot änden av G1-linjen börjar ingreppsbågen öka. Därför måste matningen minskas innan man når hörnet, dvs. inom ln-intervallet 50 % × Dc.
En maskinkontroll med avancerad ”look ahead”-funktion hanterar den förändrade matningshastigheten automatiskt.
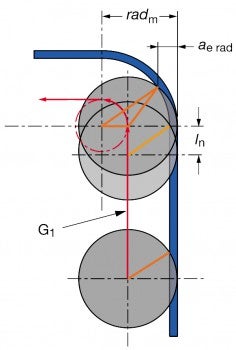
Sänk matningen vid avståndet:
ln = 50 % Dc
