
Spårfräsning
Vid spårfräsning är ofta sid- och planfräsning att föredra framför pinnfräsning.
- Spår kan vara långa eller korta, slutna eller öppna, raka eller icke-raka, djupa eller grunda, breda eller smala
- Vilket verktyg som passar bäst beror vanligtvis på spårets vidd och djup men i viss utsträckning även spårets längd
- Tillgänglig typ av maskin och hur ofta operationen ska utföras, avgör om en pinnfräs, vals-/igelfräs eller sid- och planfräs bör användas
- Skivfräsar erbjuder det effektivaste sättet att fräsa långa, djupa spår, i synnerhet när horisontella fräsmaskiner används. Det blir dock allt vanligare med vertikala fräsmaskiner och fleroperationsmaskiner, vilket innebär att även pinnfräsar och vals-/igelfräsar används i många olika spårfräsningsoperationer
Jämförelse av fräskoncept
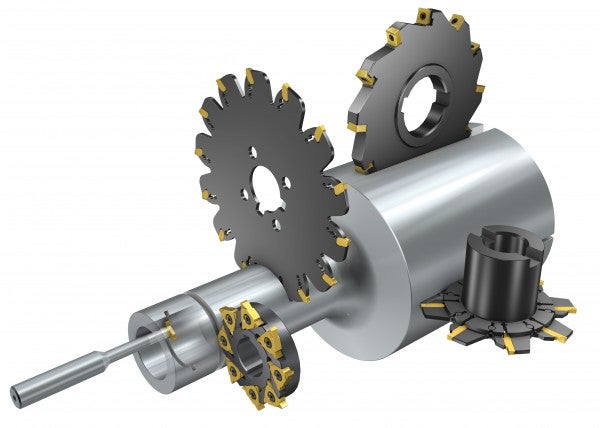
Skivfräsning
+ Öppna spår
+ Djupa spår
+ Justerbar bredd/tolerans
+ Satsfräsning
+ Kapning
+ Stort sortiment för olika bredder/djup
- Slutna spår
- Endast linjär spårfräsning
- Spånavgång

Pinnfräsning
+ Slutna spår
+ Grunda spår
+ Icke-linjära spår
+ Mångsidighet (fler metoder):
- Trokoidal spårfräsning för svåra material (hårda stål, varmhållfasta superlegeringar osv.)
- Dykfräsning som problemlösare för långa verktygsöverhäng
- Enkelt att lägga till fler operationer för medelgrov finbearbetning/finbearbetning
- En pinnfräs kan användas för andra operationer än spårfräsning
- Djupa spår
- Höga krafter
- Vibrationskänsligt vid avböjning
Skivfräsning

Skivfräsar kan hantera långa, djupa, öppna spår på ett effektivare sätt, och ger oöverträffad stabilitet och produktivitet för den här typen av fräsning. Fräsarna kan också byggas in i en sats, för att bearbeta mer än en yta i samma plan samtidigt.
Arbetstips
- Välj frässtorlek, tanddelning och position så att minst en egg alltid är i ingreppet
- Kontrollera spåntjockleken för att uppnå optimal matning per tand
- För krävande fräsning, kontrollera effekt- och vridmomentbehoven. Styva dorn och överhäng är mycket viktigt i applikationer där dornen har fria ändar
- Fixturer och dorninfästningar måste vara tillräckligt starka för att klara krafterna från motfräsning
Medfräsning:
- Första val
- Använd ett stabilt stopp i de tangentiella skärkrafternas riktning, för att förhindra att de tvingar arbetsstycket nedåt mot bordet. Matningsriktningen motsvarar skärkrafterna, vilket innebär att stabilitet och eliminerade bakåtkast också är viktigt, eftersom fräsen har en tendens att klättra
Motfräsning:
- Alternativ i applikationer där det uppstår problem på grund av för låg stabilitet, eller vid bearbetning av mer sällsynta material
- Löser problem som genereras av svaga infästningar och spånstockning i djupare spår
Svänghjul:
- Bra komplement för svaga infästningar och vid försämrad tillgång till effekt och vridmoment
- Positionera svänghjulet så nära verktyget som möjligt
- Att förstärka monteringen av arbetsstycket är alltid en god idé
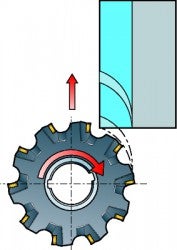
Använda skivfräsar för att fräsa öppna spår
Beräkna matning per tand
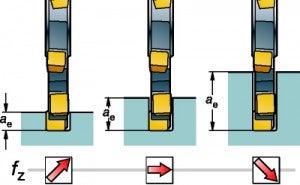
En avgörande faktor vid periferifräsning med skivfräsar är att använda lämplig matning per tand, fz. För låga värden ger tydliga nackdelar – man bör därför vara extra noggrann med den här beräkningen.
Matningen per tand, fz, bör minskas för djupare spår och ökas för grundare spår, så att man får rekommenderad maximal spåntjocklek. Vid till exempel fullspårsfräsning med geometri M30 bör startvärdet för maximal spåntjocklek vara 0,12 mm (0,005 tum).
Observera: Eftersom två skär används för att skapa full spårbredd, beräknas matningen med hälften av antalet skär, zn.
| ae / Dcap (%) | fz (mm/tand) | hex (mm) |
| 25 | 0,14 (0,006 tum) | 0,12 (0,005 tum) |
| 10 | 0,20 (0,008 tum) | 0,12 (0,005 tum) |
| 5 | 0,28 (0,011 tum) | 0,12 (0,005 tum) |
Skärdjup
För djupare spår kan en specialfräs beställas. Vid bearbetning av djupare spår ska man minska matningen per tand. Öka matningen om spåret är grundare.
Observera: Spårets djup kan begränsas på grund av dorndiameter, drivkilarnas deformationsbeständighet och spånfickornas kapacitet.
Svänghjul – på horisontella maskiner
Vid skivfräsning är endast ett fåtal tänder i ingrepp samtidigt, vilket kan generera kraftiga axiella vibrationer på grund av intermittens. Det här är avgörande för bearbetningsresultatet och produktiviteten.
- Att använda ett svänghjul är ofta en bra lösning för att minska den här typen av vibrationer. Problem orsakade av för låg effekt, lågt vridmoment och dålig stabilitet i maskinen, kan ofta lösas genom korrekt användning av svänghjul
- Behovet av ett svänghjul är större i en liten maskin med låg effekt eller i en maskin med högre förslitning, än i en större, stabilare och kraftfullare maskin
- Positionera svänghjulet så nära verktyget som möjligt
- Med ett svänghjul blir bearbetningen mjukare, vilket leder till minskade missljud och vibrationer och längre verktygslivslängd
- Utöver möjlig motfräsning kan ett svänghjul monteras på dornet där valsfräsen är fastspänd
- För att ytterligare förbättra stabiliteten vid skivfräsning bör du använda ett så stort svänghjul som möjligt i den aktuella applikationen
- Att kombinera ett antal runda kolstålskivor – var och en med ett centrumhål och ett kilspår för dornen – förblir det bästa sättet att konstruera ett svänghjul
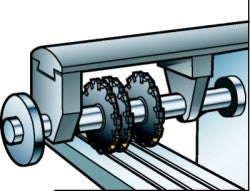
Satsfräsning med flera förskjutet monterade fräsar
Fräsar som har ett nav med två kilspår kan arrangeras förskjutna i förhållande till varandra, för fräsning av fler än ett spår samtidigt. Fräsarnas förskjutning i förhållande till varandra bidrar till att förhindra vibrationer. Dessutom minskar behovet av svänghjul.

Fräsning av smala och grunda spår
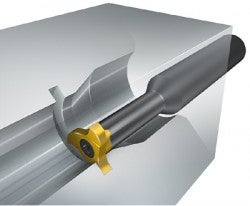

Mångsidiga fräsar har flereggade skär som finns i former som passar de flesta typer av smala spår. Vanliga applikationer är bearbetning av invändiga låsringsspår och tätningsringspår, och små raka eller cirkulära utvändiga spår, i synnerhet på komponenter som inte kan roteras.
Invändig spårfräsning
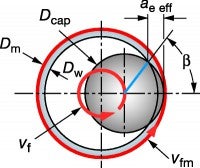
- Vid rundfräsning bör en mjuk ingång programmeras.
- Ta hänsyn till förhållandet fräsdiameter/håldiameter, Dc/Dw. Ju mindre värde, desto större blir ingreppet.
Pinnfräsning av spår

Pinnfräsning väljs för kortare, grundare spår, särskilt slutna spår och fickor, samt för fräsning av kilspår. Pinnfräsen är det enda verktyg som kan fräsa slutna spår av följande typer:
- Raka, böjda eller vinklade
- Bredare än verktygsdiametern, särskilda fickor
Tyngre spåroperationer utförs ofta med vals-/igelfräsar.
Val av verktyg
Pinnfräsar och vals-/igelfräsar
 |  |  |  | |
Solida hårdmetallpinnfräsar | Hörnfräsar | Valsfräsar | Pinnfräsar med utbytbart huvud | |
| Storlek på maskin/spindel | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30,40, 50 |
| Stabilitetskrav | Höga | Medel | Höga | Låga |
| Grovbearbetning | Mycket bra | Bra | Mycket bra | Godkänt |
| Finbearbetning | Mycket bra | Bra | Godkänt | Mycket bra |
| Skärdjup ap | Stort | Medel | Stort | Litet |
| Mångsidighet | Mycket bra | Bra | Godkänt | Mycket bra |
| Produktivitet | Mycket bra | Bra | Mycket bra | Bra |
Arbetstips
- Använd lättskärande pinnfräsar med lång förutsägbar livslängd, monterade i högprestandachuckar
- Minimera avståndet från verktygschucken till skäreggen så får du kortast möjliga överhäng
- Överväg att använda matning per egg för att få bra spåntjocklek. Använd glestandade fräsar för att undvika tunna spånor, vilket kan orsaka vibrationer, dålig yta och gradbildning
- Använd största möjliga verktygsstorlek för att få bästa diameter/längd-förhållande och därmed god stabilitet
- Använd medfräsning så ofta som möjligt för att få ett så gynnsamt skärförlopp som möjligt
- Se till att avlägsna spånor från spåret. Använd tryckluft för att undvika spånansamling
- Använd Coromant Capto®-koppling för att få bästa stabilitet och stöd mot spindeln
Spårfräsning med pinnfräsar

Vid bearbetning av spår, även kallat fullspårsfräsning, bearbetas tre ytor:
- Spår som är slutna i båda ändar är fickor, som kräver att pinnfräsarna kan arbeta i axiell riktning
- Fullspårsfräsning med en pinnfräs är en krävande operation. Det axiella skärdjupet ska i allmänhet minskas till ca 70 % av egglängden. När du väljer metod för operationen bör du även ta hänsyn till maskinstabilitet och spånavgång
- Pinnfräsar är känsliga mot skärkrafter. Avböjning och vibrationer kan vara begränsande faktorer, särskilt vid höga bearbetningshastigheter och med långa överhäng
Fräsning av kilspår
Detta arbete kräver viss specifik vägledning, utöver de allmänna rekommendationerna för fräsning av raka ytor och spårfräsning. Ett spår som fräses i ett enda steg får inte perfekt fyrkantig form, på grund av skärkrafternas riktning och verktygets tendens att böjas. Bäst precision och produktivitet uppnås om operationen utförs med en underdimensionerad pinnfräs och delas upp i två steg:
- Kilspårsfräsning – grovbearbetning av full spårbredd
- Sidfräsning – finbearbetning av hela spåret, med motfräsning för att skapa fyrkantiga hörn
Vid finbearbetning bör ingreppets radiella skärdjup hållas lågt för att undvika avböjning av fräsen, vilket är en vanlig orsak till dålig ytjämnhet och/eller hörn som inte är exakt 90°.
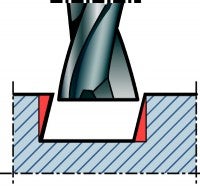
Kilspårsfräsning i två steg
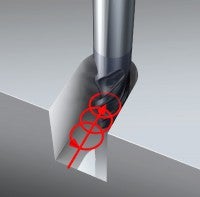
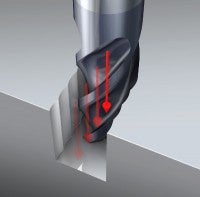
Metoder för att öppna ett slutet spår eller en ficka i ett solitt ämne
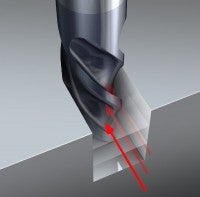
Linjär rampning är, näst efter borrning, det vanligaste sättet att öppna en ficka som förberedelse för fräsning av långa och smala fullbreddsspår.
För smala spår kan även fräsning i steg vara ett alternativ. Cirkulär rampning används för fräsning av bredare spår och fickor.
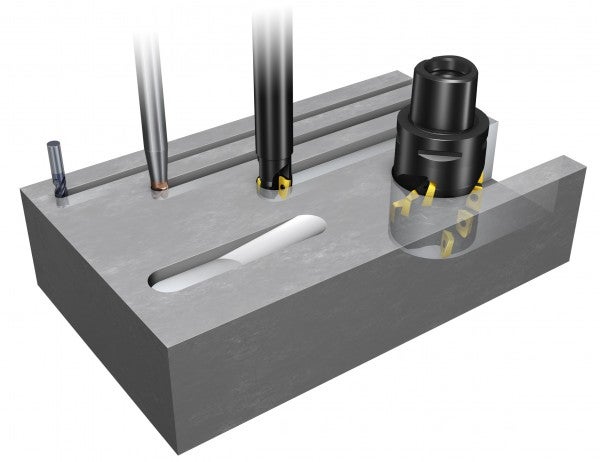
Jämförelse av tre olika metoder
Konventionell spårfräsning
+ Konventionell 3-axlig maskin kan användas
+ Höga avverkningsgrader under stabila förhållanden
+ Enkel programmering
+ Brett urval av verktyg
- Genererar höga radiella skärkrafter
- Vibrationskänsligt
- För djupa spår krävs upprepade passeringar
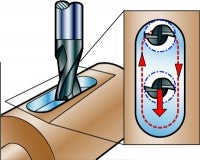
Trokoidalfräsning
+ Genererar låga radiella skärkrafter – mindre vibrationskänsligt
+ Minimal avböjning vid fräsning av djupa spår
+ En produktiv metod för:
- bearbetning av hårt stål och varmhållfasta superlegeringar (ISO H och S)
- vibrationskänsliga applikationer
+ Fräsdiametern ska vara högst 70 % av spårbredden
+ Bra spånavgång
+ Låg värmegenerering
- Mer programmering krävs
Dykfräsning
+ En problemlösare i vibrationskänsliga applikationer:
- med långa verktygsöverhäng
- vid djup spårfräsning
- med svaga maskiner eller infästningar
- Låg produktivitet under stabila förhållanden
- Kräver en restfräsnings-/finbearbetningsoperation
- Pinnfräsning kan förhindra spånavgång
- Begränsat sortiment av verktyg
Grovbearbetning av spår, med vals-/igelfräs
- Fräsar med stor avverkningskapacitet används vanligen för grovbearbetning
- Kortare versioner kan tillverka spår med spårdjup som är lika stora som diametern, i stabila och kraftfulla fräsmaskiner
- Använd stabila ISO 50-spindlar eftersom sådana fräsar har bättre förutsättningar för att klara större radiella krafter
- Kontrollera behovet av effekt och vridmoment, eftersom dessa kan vara begränsande faktorer för att nå ett optimalt resultat
- Använd optimal tanddelning för varje typ av operation

Längre utföranden är främst
avsedda för kantfräsning.
| Tanddelning | L  | M  | H  |
| Tillämpningsområde | Lång konfiguration | Universal | Kort konfiguration |
| Hörnfräsning | Djup ap/ae | Medel ap/ae | Relativt litet ap/ae |
| Spårfräsning | Relativt litet ap/ae | Begränsat | __ |
| vc fot/min |
