Tournage-fraisage
Comment réussir le tournage-fraisage ?
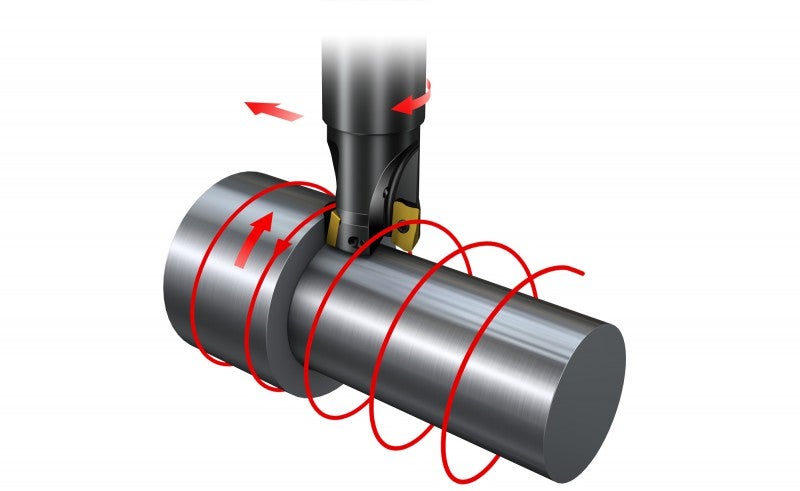
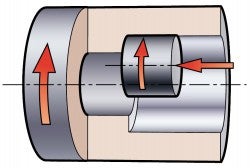
Le tournage-fraisage consiste à fraiser une surface courbe en faisant tourner la pièce sur son axe.
Le tournage-fraisage permet d'usiner des formes excentriques très différentes de ce que l'on peut faire avec le tournage ou le fraisage conventionnels. Il autorise des débits copeaux élevés et offre un très bon contrôle des copeaux.
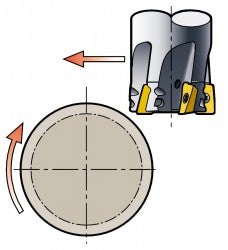
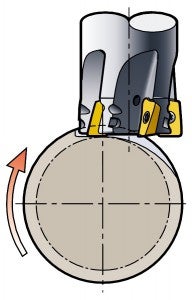
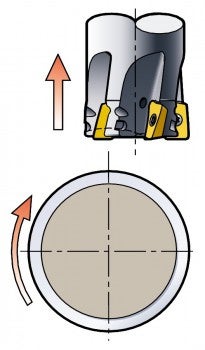
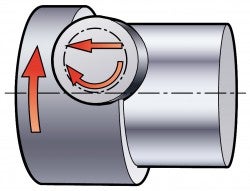
- Les surfaces cylindriques ne peuvent être produites qu'en faisant avancer la fraise dans le sens radial pendant la rotation.
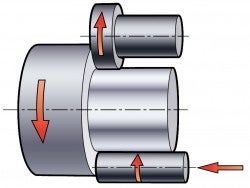
- En déplaçant la fraise dans deux directions, il est possible de produire des surfaces excentriques, par exemple des cames sur des arbres.
- Pour les mouvements sur plus de deux axes, l'outil doit avoir une capacité de ramping.
- Pour usiner des formes coniques, il faut 5 axes.
- Le tournage-fraisage de profils complexes, comme les aubes de turbines par exemple, nécessite le mouvement simultané de 4 ou 5 axes, 2 ou 3 pour la pièce et 1 ou 2 pour l'outil.
- Il est possible de produire des pièces comme les aubes de turbines en déplaçant la fraise sur plus de deux axes tout en faisant tourner la pièce.
Choix d'un process de tournage-fraisage
Tournage-fraisage de surface – 4/5 axes
Principale méthode d'usinage extérieur.
+ Faible longueur de projection des outils
+ Outils de petit diamètre, faible couple
+ Extérieur, pièces minces
+ Profilage
− Surface non cylindrique
− Intérieur
Tournage-fraisage périphérique – 3/4 axes
Même principe que celui de l'interpolation circulaire (intérieure / extérieure), mais la pièce est aussi en rotation.
Utilisé surtout pour les caractéristiques intérieures.
+ Usinage intérieur
+ Surface cylindrique
+ Rainures étroites
+ Filetage à la fraise
+ Cylindricité
− Profilage
− Grands diamètres / couple élevé
− Porte-à-faux importants
Mise en œuvre du tournage-fraisage
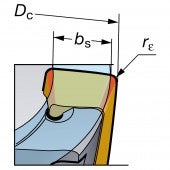
Positionnement de la fraise - plaquettes rectangulaires / de planage
Positionnement de la fraise
Largeur de coupe
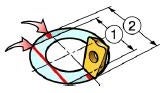
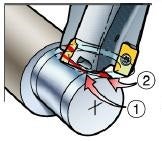
1 = Première passe
2 = Deuxième passe
Dans les opérations de tournage-fraisage de surface, on utilise une plaquette de planage pour produire une ligne de contact rectiligne entre la fraise et la surface usinée afin de créer le cylindre.
Comme la surface usinée est convexe, le biseau de planage doit être plat et non arrondi. Pour couvrir toute la largeur de la fraise, il faut positionner celle-ci avec au moins deux décalages, d'abord Ew1 pour le premier tour de la pièce, puis Ew2 pour le second tour.
Positionnement de la fraise - plaquettes rondes, pas d'arêtes de planage
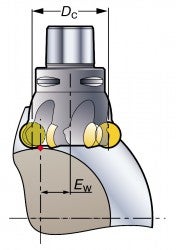
Pour obtenir des surfaces aussi planes que possible en tournage-fraisage, le mieux est d'utiliser une fraise de petit diamètre avec une largeur de coupe, ae, de moins de 40% du diamètre de coupe effectif de la fraise, DC.
Mais ae doit être augmenté pour obtenir la meilleure productivité. Pour cela, augmenter
- le diamètre de la fraise
- le ratio d'engagement radial – ae/DC
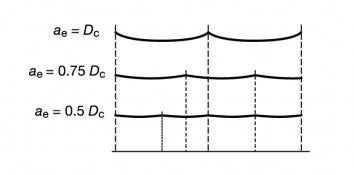
Pour avoir une hauteur de crêtes acceptable, la fraise doit être décalée par rapport à l'axe. L'importance du décalage dépend de la valeur de ae. Il est indiqué sur le diagramme en fonction du rapport ae/DC.
Décalage et largeur de coupe
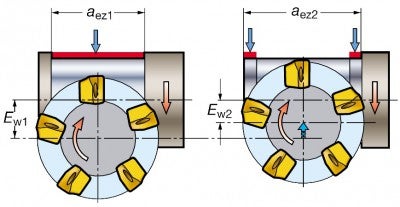
Largeur d'arête de planage
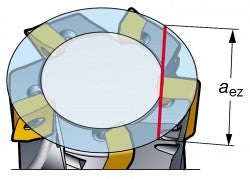
Largeur de coupe
Si la surface usinée est plus large que le diamètre de la fraise, rester dans la première position et déplacer la fraise axialement selon la longueur requise en ne dépassant pas 80% de aez1 par tour. Si un épaulement à 90° est requis, la fraise doit être déplacée vers une deuxième position, Ew2.
Avance
Pendant le tournage-fraisage, la fraise doit avancer par rapport à la pièce dans le sens radial. La vitesse de rotation de la pièce doit correspondre à l’avance à la dent recommandée pour la plaquette. Sortir de coupe selon une trajectoire axiale.