
Fraisage de trous et cavités
- Ramping 2 axes - rectiligne
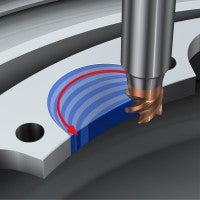
- Ramping circulaire
- Elargissement de trous
- Fraisage/ramping circulaire extérieur
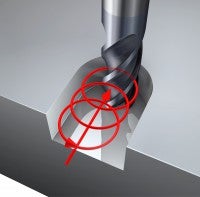
- Tréflage
- Fraisage incrémental
- Méthodes d'effeuillage
- Cavités et poches fermées
Fraisage de trous : création d'ouvertures
- Ouverture de trous dans le plein
- Elargissement d'un trou ou d'une cavité
- Ouverture/élargissement d’une cavité/poche
Ouverture de trous ou cavités dans le plein
Ramping rectiligne
Fraisage incrémental
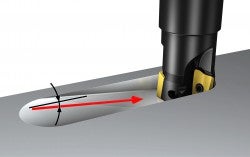
Ouverture de rainures
Pour le fraisage de trous, le ramping rectiligne (2 axes) est à privilégier par rapport au fraisage incrémental.
Le fraisage incrémental est une méthode alternative pour les trous, mais il produit souvent des copeaux longs et les forces de coupe sur la fraise sont défavorables.
Ouverture d'un trou ou d'une cavité
Perçage

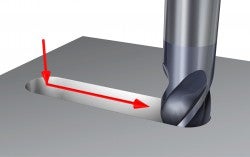
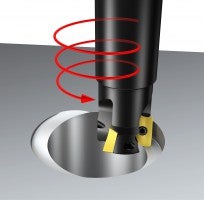
Ramping circulaire

Ramping d'une cavité
Le perçage est la méthode la plus conventionnelle et rapide pour créer un trou, mais la fragmentation des copeaux peut être un problème dans certaines matières. Il manque de flexibilité pour créer des diamètres différents et des formes autres que rondes.
Le ramping circulaire (3 axes simultanés) est moins productif que le perçage, mais il présente des avantages, notamment en cas de
- Trous de grand diamètre avec une machine de puissance limitée
- Productions en petites séries. En règle générale, pour les diamètres de moins de 25 mm : le fraisage est rentable si la série est inférieure à environ 500 trous
- Nécessité d'usiner des trous de tailles différentes
- Place limitée dans le magasin d'outils empêchant de stocker plusieurs tailles de forets
- Production de trous borgnes à fond plat
- Pièces à parois minces manquant de rigidité
- Coupes interrompues
- Matières difficiles à percer en raison de problèmes de fragmentation et d'évacuation des copeaux
- Arrosage non disponible
- Fraisage de cavités, poches (de forme non circulaire)
Choix de la méthode - Exemple
Ouverture d’une cavité/poche
  | ||
Perçage et ramping circulaire   | Perçage et tréflage   | Ramping circulaire  |
Avantages + Débit copeaux élevé dans les trous dont la forme n’est pas ronde + Premier choix pour les pièces structurelles en titane dans l’aéronautique Inconvénients – Demande une machine stable – Evacuation des copeaux - machines horizontales – Programmation soignée nécessaire | Avantages + Résolution des problèmes dans les applications avec porte-à-faux important + Programmation simple pour les machines anciennes ou multibroches Inconvénients – Faible débit copeaux | Avantages + Nombre d'outils réduit - pas besoin de forets + Grande flexibilité : une large plage de tailles sont possibles + Usinage à sec - convient aux machines ouvertes + Convient à tous les concepts et configurations de machines Inconvénients – Productivité plus faible dans les cavités importantes |
| Choix de base pour les poches | Résolution des problèmes Porte-à-faux importants | Choix de base pour les poches 3D |
Elargissement d'un trou ou d'une cavité

Alésage
Ramping circulaire
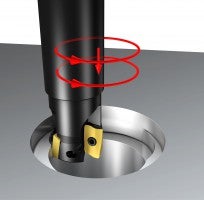
Fraisage circulaire
Elargissement d'un trou
L'alésage est normalement la méthode la plus rapide, pour les mêmes raisons que le perçage, mais le fraisage est parfois une bonne alternative. Deux méthodes de fraisage sont possibles : Ramping circulaire intérieur (3 axes) ou fraisage circulaire (2 axes). Le ramping circulaire doit être préféré lorsque le trou a une profondeur supérieure à ap max et dans les applications sensibles aux vibrations. Par ailleurs, la cylindricité et la concentricité du trou sont meilleures avec le ramping, surtout en cas de long porte-à-faux. La cylindricité est meilleure si c'est la pièce qui se déplace sur une trajectoire circulaire plutôt que la fraise, tant pour le ramping que pour le fraisage 2 axes.
Elargissement d’une cavité
Le fraisage d'épaulements intérieurs et le tréflage se pratiquent dans un trou existant. Ils sont comparables à l'ouverture d'une cavité par ramping dans le plein.
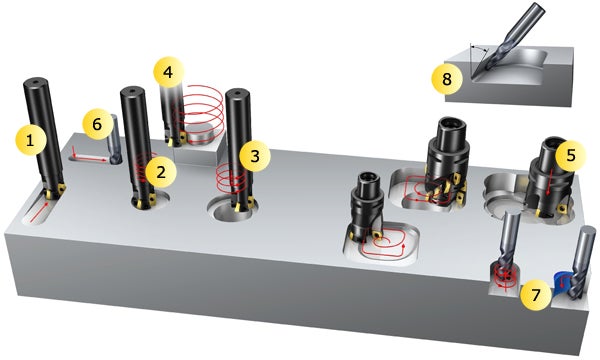
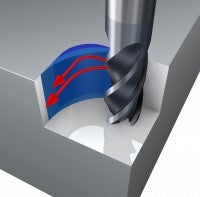
- Le ramping (3 axes) est avantageux parce qu'il permet de produire des formes 3D variées avec un seul et même outil. Il convient au fraisage de profils. Appliqué avec des techniques de grande avance (légères et rapides), les forces de coupe sont orientées de manière favorable et les risques de vibrations sont faibles.
- Le tréflage permet souvent de résoudre les problèmes en cas de grand porte-à-faux et/ou de cavité profonde.
- Le fraisage d'épaulements intérieurs demande plus de programmation que le tréflage, mais il est plus rapide.
Fraisage d'épaulements intérieurs

Tréflage
Enlèvement de la matière restante
Une fois l'ébauche d'une cavité terminée, il reste souvent encore de la matière à enlever, surtout dans les angles. Le tréflage avec une petite fraise est une méthode possible pour se rapprocher de la forme finale. L'effeuillage (léger et rapide) est une autre technique souvent utilisée dans les angles. Le fraisage trochoïdal est un cas particulier d'effeuillage que l'on utilise aussi pour le fraisage de rainures, poches, etc.
Tréflage dans les angles
Effeuillage – technique légère et rapide
Effeuillage d'angles
Fraisage trochoïdal
Ouverture/élargissement d’une cavité/poche

Deux stratégies sont possibles :
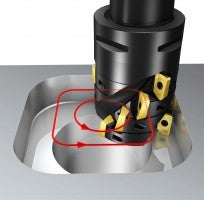
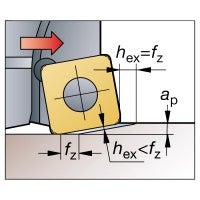
1. Ramping circulaire (3 axes) – petite ap
Utiliser une fraise avec un petit angle d'attaque. Il est aussi possible de choisir une fraise à plaquettes rondes.
La technique légère et rapide permet un excellent débit copeaux. Elle est à choisir en priorité dans les machines peu stables (ISO 40) ou lorsque la cavité a une forme profilée, par ex. moules et matrices.
Note: Eviter l'usinage contre un épaulement à 90° car l'effet du faible angle d'attaque sera perdu en raison de l'augmentation importante de la profondeur de coupe.
Conditions de coupe :
- Diamètre de fraise max. = 1.5 x Rayon de l'angle de la pièce
- Ramping circulaire jusqu'à la profondeur requise - sens inverse des aiguilles d'une montre
- Interpolation circulaire en entrée pour la coupe suivante
- Coupe radiale – ae maxi. = 70% DC
- Coupe axiale pour fraise à plaquettes rondes 25% iC
- Rayon de la trajectoire d'outil dans l'angle = DC
- Réduire l'avance dans l'angle
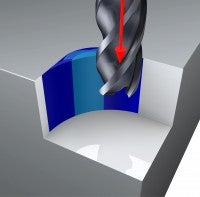
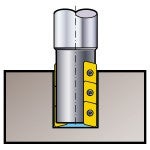
2. Fraisage circulaire (2 axes) – grande ap
Dans un premier temps, percer un trou. Ensuite, utiliser une fraise en bout pour épaulements ou une fraise cylindrique deux tailles. Un des champs d'applications typique est l'usinage de pièces structurelles pour l'aéronautique en titane.
Indications utiles sur les applications
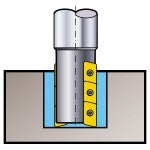
Veiller à ce que l'évacuation des copeaux soit bonne pour empêcher la recoupe et les bourrages.
- Préférer une broche horizontale (ISO 50).
- Arrosage sous haute pression ou air comprimé avec adduction de liquide de coupe à travers l’outil.
- Dc ne doit pas dépasser 75% du diamètre du trou. Utiliser une grande coupe axiale – ae maximum = 2 x DC
Entrer dans le trou en suivant une trajectoire circulaire :
- Contrôler l'engagement radial, ae max. = 30% de Dc.
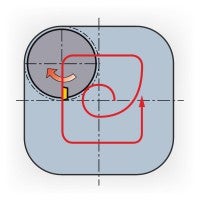
Contrôler l’engagement radial pour réduire les vibrations dans les angles et obtenir une meilleure productivité :
- Utiliser le plus grand rayon possible dans les angles, programmation par interpolation hélicoïdale.
- Utiliser le plus grand Dc possible et retirer la matière restante séparément sans dépasser 1.5 x le rayon d'angle.
  |   |
 Petit rayon d'angle | 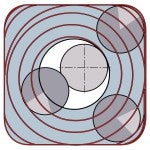 Programmation par interpolation hélicoïdale |
