
Fraisage d'angles intérieurs
L'usinage intérieur des angles demande des précautions pour conserver un arc d'engagement correct de la fraise et une avance adaptée.
Points importants
- Lorsque la fraise pénètre dans un angle intérieur, l'arc d'engagement radial augmente, ce qui exerce des contraintes supplémentaires sur les arêtes.
- Le process devient donc moins stable. Des vibrations apparaissent et le process n'est pas sûr.
- La variation des forces de coupe ne permet pas d'usiner l'angle aux cotes requises.
- Il existe un risque d'écaillage des arêtes de l'outil, voire une rupture totale.
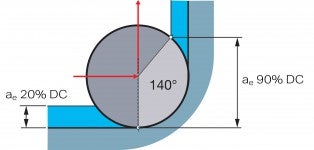
Fraisage conventionnel des angles
Rayon d’angle = 50% x DC
Solution – contrôle de l'arc d'engagement
Utiliser un rayon programmé (fraisage circulaire) pour réduire l'arc d'engagement ainsi que la coupe radiale pour réduire la tendance aux vibrations et permettre des profondeurs de coupe et des avances plus élevées.
- Usiner un rayon plus grand que nécessaire. Ceci permet d'utiliser une fraise de plus grand diamètre et de profiter ainsi d'une meilleure productivité en ébauche.
- Il est aussi possible d'utiliser une fraise de plus petit diamètre DC pour usiner le rayon de l'angle.
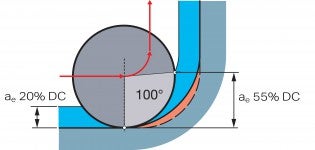
Fraisage d'un rayon plus grand,
Rayon d’angle = 75% x DC
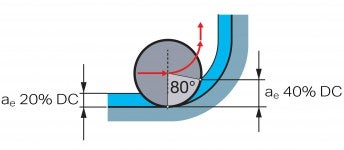
Utiliser une fraise plus petite,
Rayon d’angle = 100% x DC
Ebauche
Un rayon programmé de 50 % de DC est optimal.
Finition
En finition, il n’est pas toujours possible d’utiliser un rayon aussi grand. En outre, le diamètre de la fraise ne doit pas dépasser 1,5 fois le rayon de la pièce (par exemple, pour un rayon d’angle de 10 mm, le diamètre maximum de la fraise est de 15 mm).
