
Fraisage de différentes matières
Fraisage des aciers

L'usinabilité des aciers varie en fonction des éléments d'alliage, des traitements thermiques et du procédé de fabrication (forgé, coulé, etc).
Dans les aciers bas carbone doux, les arêtes rapportées et les bavures sont les principaux problèmes. Dans les aciers plus durs, le positionnement de la fraise est important pour éviter l'écaillage des arêtes.
Recommandations
Veiller à toujours suivre les recommandations pour le fraisage des aciers, notamment le positionnement de la fraise pour éviter de produire des copeaux épais en sortie, et à effectuer le fraisage à sec, surtout pour l'ébauche.
Pour en savoir plus sur les aciers
Fraisage des aciers inoxydables
Les aciers inoxydables se subdivisent en aciers inoxydables ferritiques/martensitiques, aciers inoxydables austénitiques et aciers inoxydables duplex (austénitiques/ferritiques) ; les conditions d'usinage sont différentes pour chaque groupe.
Aciers inoxydables ferritiques/martensitiques
Classification des matières : P5.x
Les aciers inoxydables ferritiques ont une usinabilité comparable à celle des aciers faiblement alliés. Par conséquent, les recommandations pour l'usinage des aciers peuvent être appliquées.
Les aciers inoxydables martensitiques ont une plus forte tendance à l'écrouissage en coupe et l'effort de coupe est très élevé à l'entrée en coupe. Appliquer une trajectoire d'outil correcte et utiliser la méthode de l'interpolation circulaire à l'entrée en coupe ; appliquer une grande vitesse de coupe vc pour contrer l'écrouissage en coupe. Une grande vitesse de coupe et une nuance de coupe tenace avec des arêtes renforcées permettent d'obtenir une bonne sécurité.
Fraisage des aciers inoxydables austénitiques et duplex
Classification des matières : M1.x, M2.x et M3.x
Les mécanismes d'usure les plus fréquents dans le fraisage des aciers inoxydables austénitiques et duplex sont l'écaillage des arêtes de coupe provoqué par les fissures thermiques, l'usure en entaille et les arêtes rapportées/collage de la matière. Sur la pièce, les principaux problèmes sont les bavures et l'état de surface.

Fissures thermiques

Ecaillage de l'arête

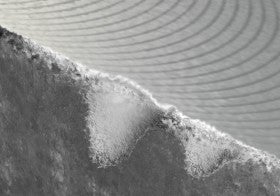
Bavures et mauvais état de surface
Recommandations pour l'ébauche
- Appliquer une vitesse de coupe élevée (vc = 150–250 m/min (492–820 pieds/min)) pour éviter les arêtes rapportées
- Travailler à sec pour réduire les problèmes de fissures thermiques
Recommandations pour la finition
- L'arrosage ou, de préférence, un brouillard d'huile/une lubrification minimale, est parfois nécessaire pour améliorer l'état de surface. Il y a moins de problèmes de fissures thermiques en fraisage finition car la température dans la zone de coupe est plus basse.
- Avec une nuance cermet, on peut obtenir un état de surface suffisant sans liquide de coupe.
- Une avance, fz, trop faible peut augmenter l'usure des plaquettes car les arêtes coupent dans la zone sujette à l'écrouissage.
Fraisage des fontes

Il existe 5 principaux types de fontes :
- Fontes grises (GCI)
- Fontes nodulaires (NCI)
- Fontes malléables (MCI)
- Fontes vermiculaires (CGI)
- Fontes bainitiques (ADI)
Fontes grises
Classification des matières : K2.x
Les mécanismes d'usure dominants lors du fraisage des fontes grises sont l'usure en dépouille (par abrasion) et les fissures thermiques. Sur la pièce, les principaux problèmes sont l'écaillage en bordure du côté où la fraise sort de la coupe et l'état de surface.

Usure typique des plaquettes
Ecaillage de la matière
Recommandations pour l'ébauche
- En ébauche, toujours travailler à sec pour réduire les problèmes de fissures thermiques. Utiliser des plaquettes carbure avec revêtement épais.
- En cas d'écaillage de la matière usinée : Contrôler l'usure en dépouilleRéduire l'avance, fz, pour réduire l'épaisseur des copeaux.Utiliser une géométrie plus positiveUtiliser de préférence des fraises à 65/60/45 degrés
- Si l'arrosage est utilisé pour éviter les poussières, etc., choisir une nuance pour usinage sous arrosage.
- Le carbure revêtu est toujours le premier choix, mais la céramique peut aussi être utilisée. Nota : la vitesse de coupe, vc, doit toujours être très élevée 800–1000 m/min (2624–3281 pieds/min). La formation de bavures sur la matière de la pièce limite la vitesse de coupe. Ne pas utiliser l'arrosage

Recommandations pour la finition
- Utiliser des plaquettes carbure avec revêtements fins ou non revêtues.
- Les nuances CBN peuvent être utilisées pour la finition à grande vitesse. Ne pas utiliser l'arrosage
Fontes nodulaires
Classification des matières : K3.x
L'usinabilité des fontes nodulaires ferritiques et ferritiques/perlitiques est très semblable à celle des aciers faiblement alliés. Par conséquent, il convient de suivre les recommandations données pour le fraisage des aciers en matière de sélection des outils, des géométries et des nuances.
Les fontes nodulaires perlitiques sont plus abrasives et il est recommandé d'utiliser des nuances de coupe pour les fontes.
Utiliser des nuances avec revêtement PVD et travailler sous arrosage.
Fontes CGI (fontes vermiculaires)
Classification des matières : K4.x
Teneur perlitique inférieure à 90%

Ce type de fonte CGI, qui a une structure perlitique d'environ 80%, est le plus fréquemment usiné par fraisage. Les pièces typiquement faites dans cette matière sont les blocs moteurs, les culasses et les collecteurs d'échappement.
Les fraises recommandées sont les mêmes que pour les fontes grises, mais il faut les équiper de géométries plus vives et positives afin de réduire la formation de bavures sur la pièce.
L'interpolation circulaire peut être une très bonne alternative à l'alésage conventionnel des cylindres dans les fontes CGI.
Fontes bainitiques (ADI).
Classification des matières : K5.x
L'ébauche se fait normalement à l'état non trempé. Elle est comparable au fraisage ébauche des aciers fortement alliés.
La finition, pour sa part, se pratique sur la matière trempée qui est très abrasive. Les conditions sont comparables à celles des aciers trempés ISO H. Des nuances avec une grande résistance à l'usure par abrasion sont recommandées.
Par rapport aux fontes nodulaires, la durée de vie de l'outil dans les fontes ADI est environ 40% plus courte et les forces de coupe sont supérieures d'environ 40%.
Pour en savoir plus sur les fontes
Fraisage de matières non-ferreuses

Les matières non-ferreuses comprennent l'aluminium et d'autres matières comme le magnésium, le cuivre et les alliages à base de zinc. L'usinabilité de ces matières varie principalement en fonction de la teneur en Si. L'aluminium hypoeutectique est le type le plus courant ; sa teneur en Si est inférieure à 13%.
Aluminium avec teneur en Si inférieure à 13%
Classification des matières : N1.1-3
Les mécanismes d'usure dominants sont la formation d'arêtes rapportées et l'adhérence de la matière sur les arêtes ; ils entraînent la formation de bavures et une dégradation des états de surface. La formation et l'évacuation des copeaux sont essentielles pour éviter les marques et rayures sur la surface usinée.
Recommandations

Plaquettes avec pointe PCD
- Les plaquettes à pointes PCD avec des arêtes vives et polies donnent une bonne fragmentation des copeaux et sont résistantes à la formation d'arêtes rapportées.
- Choisir une géométrie positive avec arêtes vives.
- Contrairement à la plupart des autres applications de fraisage, l'arrosage est obligatoire dans l'aluminium pour éviter l'adhérence de la matière sur les arêtes et pour obtenir de bons états de surface. Teneur en Si < 8% : Utiliser un liquide de coupe avec une concentration de 5% Teneur en Si 8 – 12% : Utiliser un liquide de coupe avec une concentration de 10%Teneur en Si > 12% : Utiliser un liquide de coupe avec une concentration de 15%
- Une vitesse de coupe élevée améliore généralement les performances sans impact négatif sur la durée de vie de l'outil.
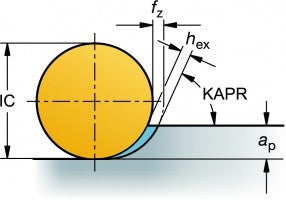
- Valeur d’hex recommandée : 0.10–0.20 mm (0.0039–0.0079 pouce). Une valeur trop basse entraîne la formation de bavures.
Mise en garde Ne pas dépasser la vitesse de rotation maximum de la fraise.
- En raison des avances de table élevées, utiliser une machine avec fonctionnalité d'anticipation pour éviter les erreurs de cotes.
- La durée de vie de l'outil est toujours déterminée par la formation de bavures et par les états de surface. L'usure est plaquettes est difficile à utiliser comme critère de détermination de la durée de vie de l'outil.
Fraisage des superalliages réfractaires

Il existe trois groupes de superalliages réfractaires : alliages à base de nickel, de fer et de cobalt. Le titane peut être pur ou allié. L'usinabilité des superalliages réfractaires et du titane est mauvaise, surtout à l'état vieilli. Les outils doivent être capables de répondre à des exigences particulières.
Superalliages réfractaires et alliages de titane
Le fraisage des superalliages réfractaires et du titane demande des machines avec une grande rigidité ainsi qu'avec une grande puissance et un couple élevé à faible vitesse de rotation. L'usure en entaille et l'écaillage des arêtes sont les types d'usure les plus courants. L'élévation importante de la température limite la vitesse de coupe.
Recommandations
Utiliser des fraises à plaquettes rondes pour réduire l'usure en entaille
- Utiliser des fraises à plaquettes rondes à chaque fois que possible pour augmenter l'effet d'amincissement des copeaux
- Pour les profondeurs de coupe inférieures à 5 mm (0.197 pouce), l'angle d'attaque doit être inférieur à 45°. En pratique, les plaquettes rondes positives sont recommandées.
- La précision de la fraise tant dans le sens axial que radial est essentielle pour conserver une charge constante sur les arêtes et un fonctionnement régulier évitant une usure prématurée de certaines dents.
- La géométrie d'arête doit toujours être positive avec un arrondi d'arête optimisé de manière à empêcher l'adhérence des copeaux aux points où l'arête quitte la matière.
- Le nombre de dents en coupe doit être le plus élevé possible pendant toute la coupe. Ceci permet d'avoir une bonne productivité si les conditions sont stables. Utiliser des fraises à pas fin.
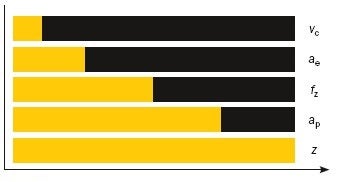

= Durée de vie

= Réduction de la durée de vie d'outil proportionnellement à l'augmentation des conditions de coupe
Les modifications ont des impacts variables sur la durée de vie de l'outil ; la vitesse de coupe, vc, a l'impact le plus important, ensuite c'est l'ae, etc.
Liquide de coupe et arrosage
Contrairement au fraisage de la plupart des matières, l'arrosage est toujours recommandé pour faciliter l'évacuation des copeaux, contrôler la température des arêtes de coupe et empêcher la recoupe des copeaux. L'arrosage haute pression (70 bars / 1015 psi) à travers la broche et l'outil est à préférer par rapport à l'arrosage par l'extérieur à basse pression.
Exceptions : L'arrosage ne doit pas être appliqué lors du fraisage avec plaquettes céramique en raison du choc thermique.
L'adduction de liquide de coupe à travers l'outil est avantageuse avec les plaquettes carbure
Usure des plaquettes
Les principales causes de défaillance des outils et de dégradation des états de surface sont l'usure en entaille, l'usure en dépouille et l'écaillage des arêtes.
La meilleure méthode est d'indexer les arêtes à intervalles fréquents pour garantir la fiabilité des process. L'usure en dépouille des arêtes de coupe ne doit pas dépasser 0.2 mm (0.0078 pouce) pour les fraises avec un angle d'attaque de 90°, ou 0.3 mm (0.0118 pouce) pour les fraises à plaquettes rondes.
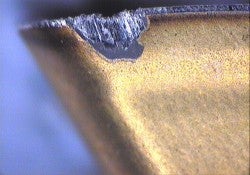
Usure typique des plaquettes
Ebauche des superalliages réfractaires avec plaquettes céramique

Le fraisage avec des plaquettes céramique se fait à des vitesses 20 à 30 fois supérieures au carbure, bien qu'avec des avances inférieures (~0.1 mm/z (0.0039 pouce/z)), ce qui permet d'obtenir une productivité plus élevée. Comme la coupe est intermittente, la température est plus basse qu'en tournage. Pour cette raison, des vitesses de 700 à 1000 m/min (2297–3280 pieds/min) sont possibles en fraisage, contre 200 à 300 m/min (656–984 pieds/min) en tournage.
Recommandations
- Les céramiques ont une forte tendance à l'usure en entaille, c'est pourquoi les plaquettes rondes sont surtout utilisées parce qu'elles ont un angle d'attaque plus petit.
- Ne pas utiliser l'arrosage
- Ne pas utiliser la céramique pour l'usinage du titane
- La céramique a un effet négatif sur l'intégrité et la topographie de la surface et elle ne doit donc pas être utilisée pour les faibles surépaisseurs d'usinage.
- L'usure en dépouille maximum des plaquettes céramique dans les superalliages réfractaires est de 0.6 mm (0.024 pouce).
Pour en savoir plus sur le titane et les superalliages réfractaires
Fraisage des aciers trempés

Ce groupe de matières comprend des aciers trempés et revenus avec une dureté >45–65 HRC.
Les pièces courantes dans ces matières sont :
- Plaquettes pour acier à outils pour les matrices d'emboutissage
- Moules plastique
- Matrices à forger
- Matrice de coulée
- Pompes d'alimentation carburant
L'usure en dépouille par abrasion sur la plaquette et l'écaillage de la matière usinée sont les principaux problèmes.
Recommandations
- Choisir une géométrie positive avec des arêtes vives. Ceci réduira les forces de coupe et permettra une action de coupe plus légère.
- Usinage à sec uniquement.
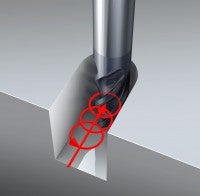
- Le fraisage trochoïdal est une méthode adaptée qui permet des avances de table élevées avec des forces de coupe faibles qui génèrent peu de chaleur au niveau des arêtes et de la pièce. La productivité est bonne, de même que la durée de vie de l'outil et les tolérances de la pièce.
- Une stratégie d'usinage légère et rapide peut aussi être appliquée avantageusement pour le surfaçage : faible profondeur de coupe, à la fois pour ae et ap. Utiliser une fraise à pas fin et une vitesse de coupe relativement élevée.
