
Surfaçage

Les opérations de surfaçage comprennent :
- Surfaçage général
- Fraisage grande avance
- Surfaçage ébauche
- Finition avec plaquettes de planage
Surfaçage général
Qu'est-ce qu'une opération de surfaçage à la fraise réussie ?
Le surfaçage est une opération de fraisage courante qui peut être effectuée avec toute une variété d'outils. Les fraises avec un angle d'attaque de 45° sont les plus fréquemment utilisées, mais on utilise aussi des fraises à plaquettes rondes, des fraises à surfacer-dresser et des fraises-disques dans certaines conditions. Il faut sélectionner une fraise adaptée à l'opération pour obtenir une bonne productivité (voir la rubrique sur le choix des outils ci-dessous).
Choix des outils
Présentation des fraises à surfacer
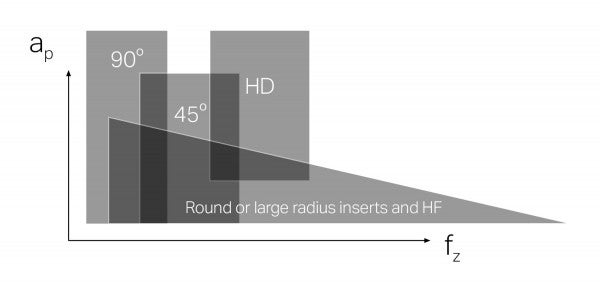
Le diagramme ci-dessous indique les principaux champs d'applications des différents concepts de fraises en termes de profondeur de coupe, ap, et d'avance à la dent, fz.
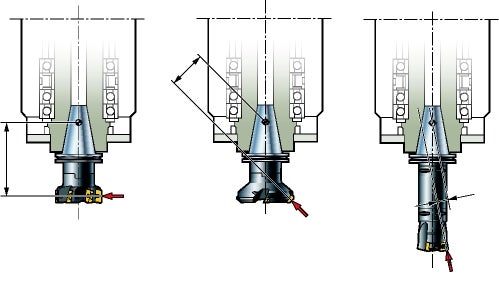
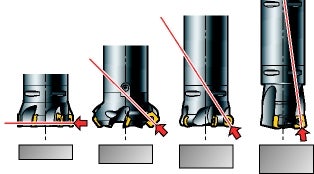
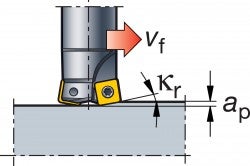
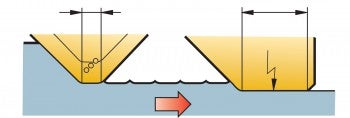
Direction des forces de coupe produites par différents angles d'attaque.
Fraise à surfacer et à tréfler à 10° – 65°
Cette gamme étendue de fraises inclut surtout des fraises à surfacer, mais elle comporte aussi des fraises avec de très petits angles d'attaque adaptées au tréflage.
Fraises à 45°
- Premier choix pour les applications générales
- Réduction des vibrations avec les longs porte-à-faux et les montages faibles
- L'effet d’amincissement des copeaux permet une productivité accrue
Fraises à 90°
- Pièces à parois minces
- Pièces à montage peu rigide
- Production d'angles à 90°
Fraises à plaquettes rondes et à grand rayon
Les fraises à plaquettes rondes sont très polyvalentes. Elles servent aussi bien pour les opérations exigeantes de surfaçage que pour le fraisage de profils. Elles ont d'excellentes capacités de ramping.
- Fraises générales
- Arêtes de coupe très résistantes
- Nombreuses arêtes de coupe par plaquette
- Bien adaptées aux superalliages réfractaires ISO S.
- Action de coupe fluide
Choix de la méthode - Exemple
Surfaçage
|
||||||||

|
||||||||
| Angle d'attaque de 25-65° | Angle d’attaque de 90° | Angle d'attaque de 10° | ||||||
|
Avantages + Productivité élevée + Optimisée pour le surfaçage + Choix de plaquettes à plusieurs arêtes Inconvénients – Profondeur de coupe modérée |
Avantages + Polyvalence, convient à de nombreuses opérations + Faibles forces axiales
+ Profondeur de coupe relativement importante par rapport à la taille des plaquettes Inconvénients – Productivité faible |
Avantages + Productivité élevée + Avance très élevée + Force de coupe dans le sens axial (améliore la stabilité de la broche) Inconvénients – Faible profondeur de coupe |
||||||
|
Productivité élevée
Le choix de base |
Polyvalence
Productions mélangées |
Productivité élevée
Résolution des problèmes |
||||||
Utilisation
Surfaçage avec interruptions
Eviter le fraisage sur des interruptions
- Dans la mesure du possible, éviter le fraisage sur les interruptions (trous, rainures). Les interruptions sont mauvaises pour les arêtes de coupe car elles provoquent des entrées en coupe répétées et des sorties de coupe défavorables
- En cas de fraisage sur des interruptions, réduire l'avance recommandée de 50% lors du passage sur les zones avec des interruptions pour conserver des copeaux fins en sortie de coupe
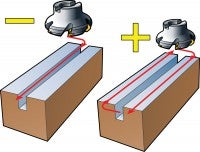
Surfaçage de pièces à parois minces et de zones sujettes à la déflexion
- Il faut tenir compte des forces de coupe principales par rapport à la stabilité de la pièce et du bridage
- Pour le fraisage de pièces faibles dans le sens axial, utiliser une fraise pour épaulements à 90° car la majeure partie des forces de coupe seront dirigées dans le sens axial
- Il est aussi possible d'utiliser une fraise à surfacer à coupe légère
- Eviter les profondeurs de coupe inférieures à 0.5–2 mm afin de réduire les forces axiales
- Utiliser une fraise à grand pas pour avoir le plus petit nombre de dents en coupe
- Utiliser des arêtes positives vives (-L) pour réduire les forces de coupe
- Utiliser un pas différentiel pour résoudre les problèmes
Surfaçage au bord de zones minces avec une fraise à surfacer
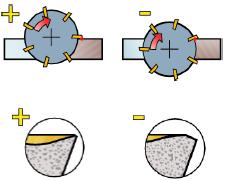

- La fraise doit être décalée par rapport au centre pour le surfaçage des bords de zones minces. La coupe est plus fluide et les forces de coupe sont dirigées de manière plus uniforme vers la paroi, ce qui réduit les risques de vibrations
- Choisir un pas de fraise qui garantisse que plus d'une arête soit en coupe à tout moment
- Utiliser la géométrie la plus légère possible (légère au lieu de moyenne ou moyenne au lieu de lourde)
- Choisir un petit rayon de plaquette et un biseau plan court pour réduire les risques de vibrations pour le fraisage de pièces à parois minces
- Utiliser de faibles conditions de coupe , une petite profondeur de coupe, ap, et une faible avance à la dent, fz
Liste de contrôle des applications - indications utiles
Entrée en coupe par interpolation circulaire
- Tenir compte de la stabilité de la machine, de la taille et du type de la broche (verticale, horizontale) et de la puissance disponible
- Utiliser une fraise d'un diamètre de 20 à 50 % plus grand que la pièce
- Tenir compte de l'épaisseur maximum des copeaux lors du positionnement de la fraise pour une avance optimale
- Décaler la fraise par rapport au centre pour produire des copeaux plus fins en sortie
- Appliquer le fraisage en avalant pour favoriser la formation des copeaux et produire des copeaux épais en entrée et fins en sortie
- Programmer la fraise pour entrer en coupe en douceur par interpolation circulaire ou réduire l'avance pour une entrée en coupe douce
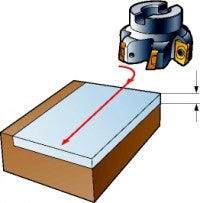
La fraise doit être engagée en permanence.
- Appliquer le fraisage en avalant pour favoriser la formation des copeaux et produire des copeaux épais en entrée et fins en sortie
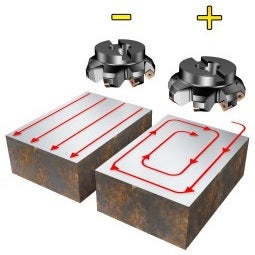
- Eviter les entrées et sorties par programmation de la trajectoire de l'outil
- Les entrées en coupe et sorties de coupe fréquentes doivent être évitées si possible. En effet, elles peuvent imposer des contraintes défavorables sur les arêtes de coupe et provoquer des micro interruptions et des vibrations. Il est recommandé de programmer une trajectoire d'outil qui maintienne la fraise en contact complet plutôt que d'effectuer plusieurs passes parallèles. Lors des changements de direction, prévoir une petite trajectoire radiale de manière à ce que la fraise continue d'avancer et reste engagée
Fraisage grande avance

Qu'est-ce qu'un fraisage à grande avance réussi ?Dans l'usinage de l'aluminium et, parfois, des fontes avec plaquettes CBN ou céramique, il est possible d'appliquer des vitesses de coupe de plus de 1000 m/min, ce qui donne des avances de table vf très élevées. Ce type d'usinage peut être considéré comme un usinage à grande vitesse (UGV).
Dans le surfaçage de matières à copeaux courts comme les fontes grises, il est possible d'utiliser une fraise à pas très fin avec une avance de table élevée. De même, dans les superalliages réfractaires, la vitesse de coupe est normalement faible, mais avec une fraise à pas extra fin il est possible d'appliquer une avance de table élevée.
Le surfaçage avec une très grande avance à la dent (jusqu'à 4 mm/dent) est possible avec des fraises qui ont un petit angle d'attaque ou des fraises à plaquettes rondes, en raison de l'effet d'amincissement des copeaux. Bien que la profondeur de coupe soit limitée à moins de 2.8 mm, l'avance très élevée permet un fraisage très productif. Des concepts de fraises ont été spécifiquement mis au point pour le fraisage à très grande avance avec de faibles profondeurs de coupe axiale. Le fraisage léger et rapide à grande avance ne peut se faire qu'avec de petits angles d'attaque.
Choix des outils
Fraises grande avance
| Profondeur de coupe max. (ap), mm | 1.2 - 2 |
| Diamètre de fraise (Dc), mm | 25 - 160 |
| Matière |  |
Fraises à plaquettes rondes
| Profondeur de coupe max. (ap), mm | 1.3 |
| Diamètre de fraise (Dc), mm | 10 - 25 |
| Matière |  |
Moyenne/grande avance
| Profondeur de coupe max. (ap), mm | 1.3 | 10 | 7/8 | 2.8 |
| Diamètre de fraise (Dc), mm | 4 - 20 | 25 - 160 | 10 - 42 / 25 - 125 | 63 - 160 |
| Matière | | | |  |
Fraises grande avance :
- Fraisage productif à grande avance avec fraise à surfacer à angle d'attaque de 10° autorisant de très grandes avances à la dent, fz
- Avances élevées et faibles profondeurs de coupe, ap
- Outils haute précision optimisés pour l'usinage grande vitesse des aciers trempés
- Contournage ébauche à semi-finition, formes asymétriques à très grande avance
Note : Avec les fraises à plaquettes rondes et les fraises à rayon, la valeur ap doit être bien inférieure à la valeur maximum recommandée pour pouvoir appliquer une avance élevée
Fraises à plaquettes rondes :
- Effet d'amincissement des copeaux plus marqué avec une profondeur de coupe axiale réduite
- Action de coupe fluide
- Fraises polyvalentes pour conditions difficiles ou non
Utilisation
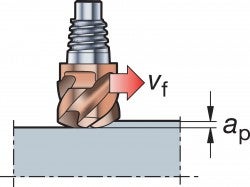
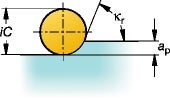
Fraises avec faible angle d'attaque
Les fraises avec un très petit angle d'attaque autorisent une augmentation spectaculaire de l'avance, fz, en raison de l'effet d'amincissement des copeaux si la valeur ap est petite.
| iC | Dimensions, mm | Matière non usinée | ||
| iC | R | b | ap | x |
| 9 | 2.5 | 7.05 | 1.2 | 0.79 |
| 14 | 3.5 | 12.0 | 2.0 | 1.48 |
L'épaisseur maximum des copeaux est beaucoup plus petite avec un faible angle d'attaque. Ceci autorise des avances extrêmement élevées sans surcharge des plaquettes.
Note : Eviter l'usinage prolongé contre un épaulement à 90° car l'effet positif du faible angle d'attaque sera perdu en raison de l'augmentation importante de la profondeur de coupe.
Comme toujours, l'avance doit être réduite et adaptée en fonction des conditions spécifiques de manière à éviter les vibrations qui peuvent endommager les plaquettes.
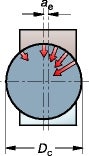
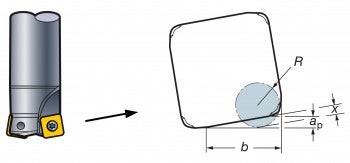
Fraises à plaquettes rondes
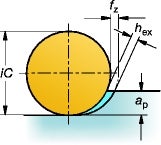
L'épaisseur des copeaux, hex, varie avec les plaquettes rondes et dépend de la profondeur de coupe, ap. Lors de l'utilisation des techniques de fraisage à grande avance avec des fraises à plaquettes rondes, la profondeur de coupe doit être faible (maximum 10 % du rayon des plaquettes, iC, pour ne pas réduire l'effet d'amincissement des copeaux ni l'avance ; voir l'illustration).
Note: Avec les fraises à plaquettes rondes, il est important de réduire l'avance à l'approche d'une paroi ou d'un épaulement, car la profondeur de coupe augment brusquement.
Plaquettes résistantes pour l'ébauche générale
Avec des plaquettes rondes, la charge des copeaux et l’angle d’attaque varient selon la profondeur de coupe. Les meilleures performances s'obtiennent avec des profondeurs de coupe inférieures à 25% du diamètre de la plaquette, iC.
Surfaçage ébauche
Qu'est-ce qu'un surfaçage lourd réussi ?
Les applications de surfaçage lourd incluent le fraisage ébauche de pièces forgées, laminées à chaud, coulées ou soudées dans de grandes machines à portique, des fraiseuses puissantes et des centre d'usinage. La quantité de matière à enlever est importante. La température de coupe est élevée et les forces de coupe sont importantes, ce qui impose des contraintes importantes sur les plaquettes :
- Charge importante sur les arêtes à la pleine profondeur de coupe
- Usure des angles par les croûtes abrasives lorsque la profondeur de coupe est proche de zéro
Un angle d'attaque de 60° est optimal pour le fraisage lourd. Cette conception offre :
- Capacité de profondeur de coupe importante, forces de coupe relativement régulières, effet d'amincissement des copeaux autorisant des avances élevées
- La tolérance axiale permet d'avoir des plaquettes avec un biseau plan généreux qui génère de bons états de surface
Choix des outils
Fraises à surfacer pour usinage lourd
| Angle d'attaque (κr), mm | 60° | 45° | 90° | Plaquettes rondes |
| Profondeur de coupe max. (ap), mm | 13/18 | 10 | 15.7 | 12.5 |
| Diamètre de fraise (Dc), mm | 160 - 500 | 80 - 250 | 40 - 200 | 66 - 200 |
| Matière |  | | |  |
Fraises à 60° pour l'usinage lourd
- Conçues pour une manipulation efficace, des temps morts réduits et un indexage sûr et rapide des plaquettes en machine
- Profondeurs de coupe jusqu'à 18 mm, bons débits copeaux et usinage de surfaces irrégulières
- Productivité élevée – avances de 0.4 à 0.7 mm/dent
- Biseau plan généreux pour de bons résultats en semi-finition
- Angles des plaquettes résistants aux surfaces abrasives (croûtes) à faible profondeur de coupe
- Fraises résistantes, sécurité pour les coupes très exigeantes
Fraises à 45-90° pour usinage moyen
- Fraise à surfacer pour usinage moyen, coupe légère
- Supporte des profondeurs de coupe de 6 à 8 mm avec des avances de 0.2 à 0.6 mm
- Pour le surfaçage difficile dans les grands centres d'usinage
- Possibilité d'utiliser des plaquettes de planage pour obtenir de bons états de surface
- Premier choix pour le surfaçage et le surfaçage-dressage moyens
Grandes fraises à plaquettes rondes
- Fraise pour usinage moyen avec arêtes résistantes pour conditions difficiles, par exemple en cas de croûtes ou d'interruptions. La géométrie des plaquettes rondes donne une action de coupe douce
- Si les conditions sont favorables, il est possible d'utiliser 8 arêtes
- La profondeur de coupe maximum est de 10 mm. L'épaisseur de copeaux maximum recommandée varie beaucoup. Elle peut atteindre 0,55 mm à la dent, en fonction de la géométrie de plaquette et de la profondeur de coupe
Utilisation

Dans les applications lourdes, on utilise des fraises de grand diamètre équipées de grandes plaquettes La vitesse de coupe est normale, mais une grande ap avec une grande fz et une grande ae donnent une productivité élevée.
Entrée en coupe
En raison des conditions difficiles dans le fraisage lourd, l'entrée dans la matière est souvent critique.
- Si possible, programmer une entrée en coupe par interpolation circulaire
- Si cela n'est pas possible, réduire l'avance jusqu'à ce que la fraise soit pleinement engagée
Position et taille de la fraise
En surfaçage lourd, lorsqu'il est nécessaire d'effectuer de nombreuses passes sur une surface étendue, il est important de respecter les recommandations sur :
- Position et engagement de la fraise
- Taille de la fraise par rapport aux capacités de la machine
- Trajectoire de l'outil, pour éviter les sorties de coupe défavorables
Attention aux températures élevées
Le fraisage ébauche lourd génère des températures élevées. En cas de bridage magnétique de la pièce, des grandes quantités de copeaux s'accumulent autour de la fraise. L'évacuation des copeaux peut être mauvaise, les risques de recoupe des copeaux sont élevés, ce qui est mauvais pour la durée de vie de l'outil. Pour éviter ces problèmes, veiller à ce que les copeaux soient évacués de la zone de travail. Veiller à ce que les angles vulnérables des plaquettes ne frottent pas contre des croûtes abrasives en augmentant la profondeur de coupe pour que le contact avec la surface se fasse au niveau de l'arête principale des plaquettes.
Note : Lors du montage des plaquettes sur la fraise, porter des gants pour éviter les risques de brûlures.
Finition avec des plaquettes de planage

Comment réussir le surfaçage finition à la fraise
D'excellents états de surface peuvent être obtenus avec des plaquettes standard et une ou plusieurs plaquettes de planage. Les plaquettes de planage donnent les meilleurs résultats avec une avance par tour, fn, élevée, avec les fraises de grand diamètre réglables à pas fin.
L'avance par tour peut être augmentée d'environ quatre fois tout en conservant une bonne qualité d'état de surface. Les plaquettes de planage fonctionnent dans la plupart des matières. Elles permettent de créer de bons états de surface, même si les conditions ne sont pas favorables.
Choix des outils
Fraises
| Angle d'attaque (Kr), mm | 45° | 45° | 65° | 90° | 25° | 90° |
| Profondeur de coupe max. (ap), mm | 6 | 10 | 6 | 10 | 0.9 | 8.1 |
| Diam. de fraise (Dc), mm | 40 - 250 | 32 - 250 | 40 - 250 | 40 - 200 | 80 - 250 | 125 - 500 |
| État de surface (Ra) | < 1.0 | < 1.0 | < 1.0 | < 1.0 | < 1.0 | < 1.0 |
| Matière | | | | |  | |
Les plaquettes de planage sont disponibles avec différentes longueurs d'arêtes (Bs) et existent souvent en version à droite ou à gauche. Des nuances sont disponibles pour la plupart des matières usinées. Des logements de plaquettes réglables sont souvent disponibles sur les fraises développées spécialement pour le surfaçage finition ; il existe aussi des solutions à cassettes.
Utilisation
Dans les opérations de finition avec de grandes fraises à surfacer, l'avance, fz, doit normalement être faible. Toutefois, les plaquettes de planage permettent de la multiplier par 2 ou 3 sans dégrader l'état de surface obtenu.
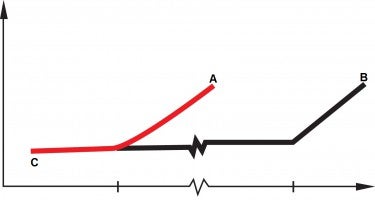
Finition "miroir" à grande avance
| Rugosité de surface | ||
|
Avance fn | |
| fn1 <= 0.8 * bs1 | fn2 <= 0.6 * bs2 | |
A : Plaquettes standard uniquement
B : Avec une seule plaquette de planage
C : fn = avance par tour
| bs1 | bs2 | |
|
||
- Quand fn dépasse 80% de la longueur du biseau plan, Bs, sur les plaquettes standard, une arête de planage améliore l'état de surface.
- Lorsque l'avance par tour, fn, augmente avec les grandes fraises comportant un grand nombre de dents, les plaquettes de planage deviennent essentielles pour conserver de bons états de surface.
- Le faux rond axial de la fraise qui dépend de l'inclinaison de la broche, de la taille de la fraise et de la précision de son montage et de son réglage, influence l'ondulation de la surface usinée. Le biseau de planage légèrement bombé compense cela et produit un état de surface sans crêtes. Pour garantir ce résultat, limiter l'avance par tour à 60% du biseau de planage
- Le biseau de planage dépasse le plan des autres plaquettes d'environ 0.05 mm dans les fraises à logements de plaquettes fixes. Pour les fraises à cassettes, l'arête de planage peut souvent être réglée de la même manière avec une grande précision. Le fait que l'arête de planage dépasse la soumet à des charges plus élevées, ce qui peut être à l'origine de vibrations. Par conséquent, les plaquettes de planage ne doivent être utilisées que pour l'usinage léger avec profondeur de coupe limitée, et elles doivent être utilisées en nombre restreint
- La profondeur de coupe doit être faible pour limiter les forces axiales et réduire les risques de vibrations. En finition, la profondeur de coupe axiale recommandée est de 0.5 – 1.0 mm
- Une attention particulière doit être portée au montage des plaquettes de planage pour positionner leur arête longue correctement
Exemple :
- La largeur du biseau plan, Bs, de la plaquette est de 1.5 mm
- La fraise comporte 10 plaquettes et l'avance à la dent, fz, est de 0.3 mm. L'avance par tour, fn, sera donc de 3 mm, c'est-à-dire deux fois la longueur du biseau plan
- Pour obtenir un bon état de surface, l'avance par tour ne doit pas dépasser 80% de 1.5 mm, soit 1.2 mm
- La plaquette de planage correspondante aura un biseau plan d'une largeur d'environ 8 mm
- Résultat : L'avance par tour a pu être augmentée de 1.2 mm à 60% de 8 mm, soit 4.8 mm
Note : D'autres limites, comme la puissance de la machine, doivent être prises en compte.
Liste de contrôle des applications - indications utiles
Indications pour obtenir une finition "miroir"
- Utiliser une vitesse de coupe élevée et/ou des plaquettes Cermet pour obtenir un état de surface brillant
- Utiliser du liquide de coupe ou un brouillard d'huile dans les matières collantes ISO M et S
- Les plaquettes à revêtement PVD à arêtes vives avec une ap de 0.5 à 0.8 mm produisent les meilleurs états de surface
- Utiliser la même nuance de coupe pour toutes les plaquettes montées sur la fraise, plaquettes de planage et plaquettes ordinaires
Surfaçage et profilage économique grâce à la CoroMill® MR80
Ali Ezzarhouni, spécialiste fraisage chez Sandvik Coromant, vous présente la nouvelle... open_in_new
Surfaçage et profilage économique grâce à la CoroMill® MR80
open_in_new
Surfaçage et fraisage d'épaulements en toute sécurité grâce à la CoroMill MF80
Ali Ezzarhouni, spécialiste fraisage chez Sandvik Coromant, vous présente la nouvelle... open_in_new
Surfaçage et fraisage d'épaulements en toute sécurité grâce à la CoroMill® MF80
open_in_new
