
Fraisage de chanfreins
Les chanfreins, les entailles en V, les dégagements, la préparation en vue de la soudure et l'ébavurage sont des opérations de fraisage fréquentes sur les bords des pièces. En fonction du type de machine et du montage, ces opérations peuvent être faites de plusieurs manières. Il est possible d'utiliser une petite fraise en bout, une fraise hérisson ou une fraise à chanfreiner.
Choix des outils
Fraises à chanfreiner
Le choix d'une fraise à chanfreiner dépend de plusieurs facteurs tels que :
- Opération de chanfreinage avant ou en tirant
- Angle du chanfrein
- Profondeur de chanfrein maxi.
- Matière à usiner
Dans les opérations de chanfreinage avant, l'assemblé d'outil disponible dans la machine est une des principales considérations. Dans les opérations de chanfreinage en tirant, la taille du trou limite la taille de la fraise et influence donc le choix de l'outil. En général, l'usinage intérieur de petits chanfreins nécessite un outil carbure monobloc pour des raisons d'accessibilité ; pour les pièces de plus grande taille, une fraise à plaquettes indexables peut être utilisée.
Autres fraises pour l'usinage de chanfreins
Avec les machines 4 ou 5 axes dans lesquelles soit la broche, soit la pièce peut s'incliner, il est possible d'utiliser différents outils, tant pour les chanfreins que pour l'ébavurage, par exemple :
- Fraises en bout à 90°
- Fraises à surfacer à 45°
- Pour les chanfreins importants, il est possible d'utiliser une fraise hérisson

Utilisation
Conditions de coupe
Normalement, la profondeur de coupe, ap, et la largeur de coupe, ae, sont faibles par rapport au diamètre de la fraise. Il faut donc appliquer la plus grande vitesse de coupe recommandée pour les petits engagements. L'avance à la dent, fz, peut aussi être augmentée considérablement. Les exigences sur l'état de surface limitent fz.

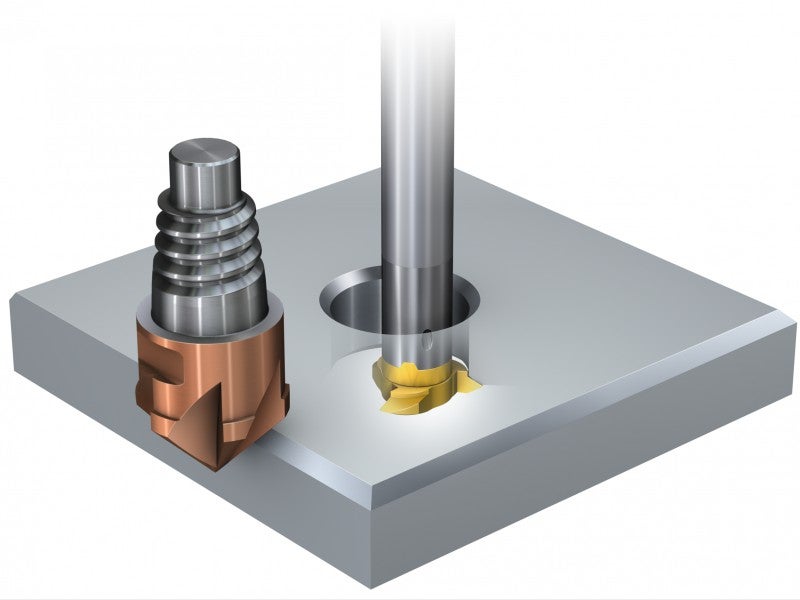
Chanfreinage de trous
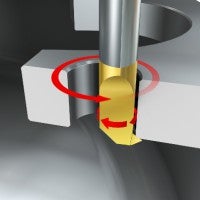
Avec certaines fraises à fileter/chanfreiner, il est possible d'usiner des chanfreins au bord d'un trou après le filetage avec le même outil et les mêmes plaquettes. Ceci s'effectue en suivant une trajectoire de fraisage circulaire comme indiqué sur la séquence de programmation ci-dessous.
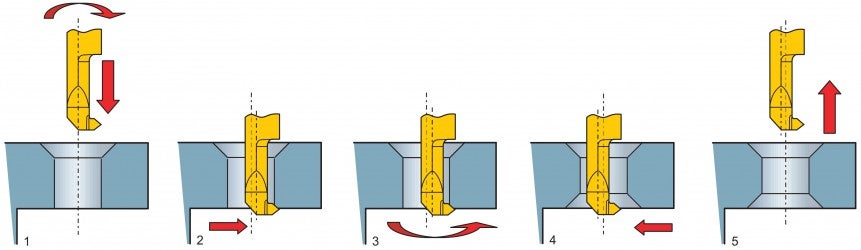
Point zéro pour la longueur de l'outil et le rayon
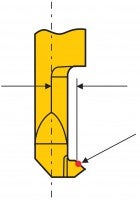
- Positionner la fraise en rotation au dessus du trou et dans l'axe de celui-ci puis appliquer une avance axiale jusqu'à la profondeur du chanfrein (Z = hauteur du chanfrein – taille du chanfrein)
- Avancer la fraise jusqu'à engagement, avec compensation du rayon (Y = rayon du trou)
- Interpolation à 360°
- Remettre la fraise dans l'axe du trou
- Retirer la fraise
Note : Pour usiner un chanfrein de taille différente, modifier la position Z (ne pas modifier le diamètre car il y aurait frottement sur les parois du trou).
