Les solutions possibles aux problèmes de vibrations, de bourrages de copeaux, de recoupe des copeaux, de mauvais états de surface, de bavures, de puissance machine et d'usure des outils sont présentées dans le tableau ci-dessous.
Cause
Solution
Vibrations
Serrage faible
Evaluer la direction des forces de coupe et mettre en place un soutien adéquat ou améliorer le bridage
Réduire les forces de coupe en réduisant la profondeur de coupe, ap
Choisir une fraise à grand pas différentiel avec une action de coupe plus positive
Choisir une géométrie avec un petit rayon d'angle et un petit biseau plan
Choisir une plaquette à grain fin, sans revêtement ou avec revêtement mince
Eviter l'usinage dans les zones de la pièce mal soutenues ou incapables de supporter les forces de coupe
Pièce faible dans le sens axial
Essayer une fraise à surfacer-dresser (angle d'attaque de 90 degrés) avec une géométrie positive
Sélectionner une plaquette avec la géométrie L
Réduire la force de coupe axiale – profondeur de coupe plus petite, rayon d'angle et biseau plan plus petits
Choisir une fraise avec un grand pas différentiel
Vérifier l'usure de l'outil
Vérifier le faux-rond du porte-outil
Améliorer le serrage de l'outil
Trop grand porte-à-faux de l’outil
Réduire le porte-à-faux
Choisir une fraise avec un grand pas différentiel
Equilibrer les forces de coupe axiales et radiales – angle d'attaque de 45 degrés, grand rayon d'angle ou plaquette ronde
Augmenter l'avance à la dent
Utiliser une plaquette avec une géométrie de coupe légère
Réduire la profondeur de coupe axiale, af
Utiliser le fraisage en opposition pour la finition
Utiliser des fraises de grande taille et des adaptateurs Coromant Capto®
Pour les fraises carbure monobloc en bout et les fraises à têtes interchangeables, essayer des versions avec un moins grand nombre de dents et/ou un plus grand angle d'hélice
Surfaçage-dressage avec broche faible
Choisir le plus petit diamètre de fraise possible
Choisir une fraise avec des plaquettes positives pour coupe légère
Essayer le fraisage en opposition
Vérifier si la déflexion de la broche est acceptable pour la machine
Avance de table irrégulière
Essayer le fraisage en opposition
Serrer le mécanisme d'avance de la machine : régler la vis d'avance sur les machines CNC
Régler la vis de verrouillage ou remplacer la vis à bille sur les machines conventionnelles
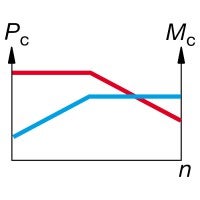
Conditions de coupe
Réduire la vitesse de coupe, vc
Augmenter l’avance, fz
Modifier la profondeur de coupe, ap
Stabilité insuffisante
Réduire le porte-à-faux.
Améliorer la stabilité
Vibrations dans les angles
Programmer un grand rayon d'angle avec une avance réduite
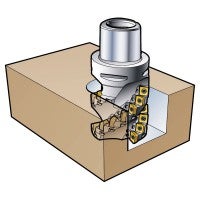
Bourrages copeaux Obstacle courant lors de l'usinage de rainures dans le plein – surtout dans les matières à copeaux longs
Angles des plaquettes endommagés
Ecaillage et rupture des arêtes
Recoupe des copeaux
Améliorer l'évacuation des copeaux en appliquant un arrosage abondant ou l'air comprimé
Réduire l’avance, fz
Pour les profondeurs de coupe importantes, faire plusieurs passes
Essayer le fraisage en opposition dans les rainures profondes
Utiliser des fraises à grand pas
Utiliser des fraises carbure monobloc en bout ou des fraises à têtes interchangeables avec deux ou trois dents au maximum et avec un grand angle d'hélice
Recoupe des copeaux Appraraît en cas d'usinage de rainures ou poches dans le plein – surtout avec le titane. Courant aussi lors du fraisage de cavités ou poches profondes sur machine verticale.
Ruptures d'arêtes
Effet négatif sur la durée de vie d'outil et la sécurité
Bourrages copeaux
Evacuer les copeaux avec efficacité à l'aide d'un arrosage abondant, de préférence par l'intérieur de l'outil, ou de l'air comprimé
Modifier la position de la fraise et la stratégie de la trajectoire d'outil
Réduire l’avance, fz
Pour les profondeurs de coupe importantes, faire plusieurs passes
Etat de surface insatisfaisant
Avance par tour trop élevée
Régler la fraise axialement ou classer les plaquettes. Vérifier la hauteur avec un appareil de mesure
Vérifier le faux-rond de la broche et les surfaces d'appui de la fraise
Réduire l'avance par tour au maximum à 70% de la largeur du biseau plan
Utiliser des plaquettes de planage si possible (finition)
Pour pouvoir appliquer des conditions de coupe optimisées, obtenir une bonne qualité de pièce et profiter d'une longue durée de vie d'outil, il est important de vérifier les arêtes de coupe systématiquement après l'usinage. Utilisez cette liste de problèmes et solutions pour différentes formes d'usure des plaquettes comme référence pour réussir le fraisage.
Cause
Solution
Usure en dépouille Usure rapide provoquant un mauvais état de surface ou des cotes hors tolérances.
Vitesse de coupe trop élevée
Résistance à l'usure insuffisante
Avance, fz, trop faible
Réduire la vitesse de coupe, vc
Sélectionner une nuance plus résistante à l’usure
Augmenter l’avance, fz
Usure en dépouille Usure excessive ayant un impact négatif sur la durée de vie de l'outil.
Vibrations
Recoupe des copeaux
Bavures sur la pièce
Mauvais état de surface
Chaleur excessive
Bruit excessif
Augmenter l’avance, fz
Utiliser le fraisage en avalant
Faciliter l'évacuation des copeaux à l'aide d'air comprimé
Vérifier les conditions de coupe recommandées
Usure en dépouille Usure inégale à l'origine de dommages sur l'arête.
Faux-rond de l'outil
Vibrations
Faible durée de vie d'outil
Mauvais état de surface
Beaucoup de bruit
Forces radiales excessives
Réduire le faux-rond à moins de 0.02 mm (0.0008 pouce)
Vérifier le mandrin et la pince
Réduire l'extension de l'outil
Réduire le nombre de dents en coupe
Choisir un plus grand diamètre d'outil
Pour les fraises carbure monobloc en bout et les fraises à têtes interchangeables, choisir un plus grand angle d'hélice (gp ≥45°)
Réduire la profondeur de coupe axiale, ap, et faire plusieurs passes
Réduire l’avance, fz
Réduire la vitesse de coupe, vc
L'UGV requiert des passes peu profondes
Améliorer le bridage de la pièce et le serrage de l'outil
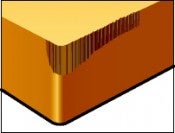
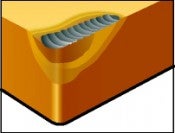
Usure en cratère Usure excessive qui affaiblit l’arête de coupe. La dégradation, voire la rupture de l’arête secondaire entraîne de mauvais états de surface.
Usure par diffusion due à des températures de coupe trop élevées sur la face de coupe de la plaquette
Sélectionner une nuance à revêtement Al2O3
Sélectionner une géométrie de plaquette positive
Réduire la vitesse pour obtenir une température plus basse, puis réduire l’avance
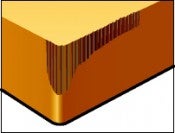
Déformation plastique Déformation plastique de l'arête, dépression ou renflement latéral entraînant un mauvais contrôle des copeaux, un mauvais état de surface, voire la rupture de la plaquette.
Température et pression de coupe trop élevées
Choisir une nuance plus résistante à l’usure
Réduire la vitesse de coupe, vc
Réduire l’avance, fz
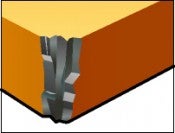
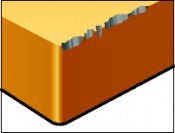
Écaillage La partie de l’arête qui n’est pas engagée en coupe subit un écaillage dû au martèlement des copeaux. La face supérieure et le support de la plaquette peuvent être endommagés, ce qui génère de mauvais états de surface et une usure en dépouille excessive.
Les copeaux sont déviés en direction de l’arête de coupe
Choisir une nuance plus tenace
Sélectionner une plaquette avec une arête plus résistante
Augmenter la vitesse de coupe, vc
Sélectionner une géométrie positive
Réduire l’avance au début de la coupe
Améliorer la stabilité
Écaillage Petites fractures de l’arête de coupe entraînant un état de surface médiocre et une usure en dépouille excessive.
Nuance trop friable
Géométrie de plaquette trop fragile
Arête rapportée
Choisir une nuance plus tenace
Sélectionner une géométrie plus résistante
Augmenter la vitesse de coupe, vc, ou sélectionner une géométrie positive
Réduire l’avance au début de la coupe
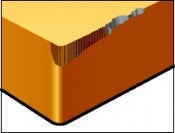
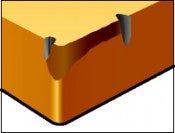
Usure en entaille Usure en entaille entraînant un état de surface médiocre et un risque de rupture de l’arête.
Matières sujettes à l'écrouissage en coupe
Croûte
Réduire la vitesse de coupe, vc
Choisir une nuance plus tenace
Utiliser une géométrie plus résistante
Utiliser un angle de coupe proche de 45 degrés
Utiliser des plaquettes rondes pour améliorer les résultats
Appliquer une ap variable pour ralentir l'usure
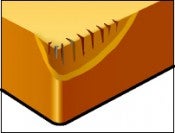
Fissures thermiques Petites fissures perpendiculaires à l’arête de coupe causées par des variations de température provoquant un écaillage et une dégradation de l’état de surface.
Coupes intermittentes
Adduction irrégulière de liquide de coupe
Sélectionner une nuance plus tenace offrant une meilleure résistance aux chocs thermiques
Si l'arrosage est utilisé, il doit être abondant, sinon travailler à sec
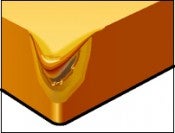
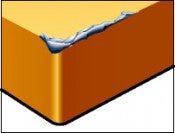
Arête rapportée Arête rapportée produisant un état de surface médiocre et l’effritement de l’arête lorsque la matière soudée sur l’arête se détache.
La température de la zone de coupe est trop basse
Matières très collantes telles que les aciers bas carbone, les inox et l'aluminium.
Augmenter la vitesse de coupe, vc
Sélectionner une plaquette avec une géométrie mieux adaptée
Arête rapportée De la matière de la pièce à usiner se soude sur l'arête de coupe.