
Fraisage d'épaulements
Les opérations de fraisage d'épaulements comprennent :
- Surfaçage-dressage
- Contournage à la fraise
- Dressage de parois fines sujettes à la déflexion
Surfaçage-dressage

Qu'est-ce que le surfaçage-dressage ?
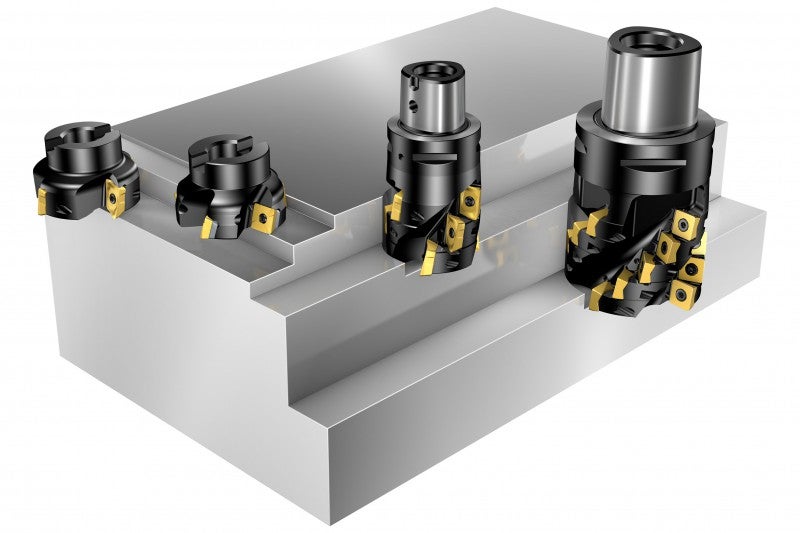
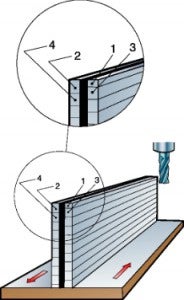
Le fraisage d'épaulements usine deux surfaces simultanément, l'une verticale, l'autre horizontale, ce qui nécessite la combinaison du fraisage latéral et du fraisage en bout. La réalisation d'un épaulement avec un angle exact de 90° est l'une des principales exigences. Le fraisage d'épaulements peut s'effectuer avec des fraises à surfacer-dresser conventionnelles, mais aussi avec des fraises en bout, des fraises hérisson et des fraises-disques. Pour choisir parmi ces différentes possibilités, il est essentiel d'étudier l'application avec soin.
Choix des outils
Fraise pour épaulements
Les fraises à surfacer-dresser conventionnelles sont souvent capables de fraiser des épaulements peu profonds à 90° exactement. Beaucoup de fraises à surfacer-dresser sont polyvalentes et peuvent être utilisées efficacement pour l'usinage de trous. Elles représentent une alternative intéressante aux fraises à surfacer pour le fraisage axial de surfaces sujettes à la déflexion ou pour le fraisage à proximité de parois verticales.
Fraises en bout
Les fraises en bout à plaquettes indexables ou carbure monobloc offrent de bonnes solutions pour les épaulements qui demandent une bonne accessibilité.
Fraises cylindriques 2 tailles
Les fraises cylindriques deux tailles (fraises hérisson) servent généralement à fraiser des épaulements profonds.
Mise en œuvre
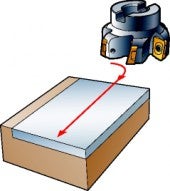
Fraisage d'épaulements peu profonds
Cette opération est fréquente. Elle est généralement faite à l'aide de fraises à surfacer-dresser ou de fraises en bout. Une coupe peu profonde permet une coupe radiale plus importante. Ces fraises peuvent souvent remplacer les fraises à surfacer, en particulier lorsque la pression axiale sur la pièce doit être limitée et lorsqu'il existe un besoin en accessibilité à proximité de parois verticales ou d'éléments de bridage. Les fraises de grande taille pour épaulements offrent une accessibilité optimale en cas de fraisage d'un épaulement peu profond situé à grande profondeur.
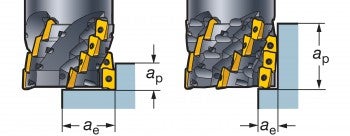
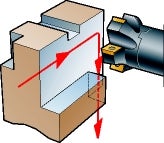
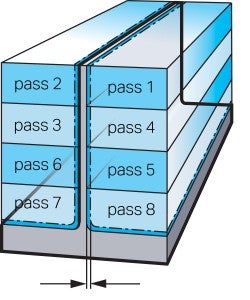
Fraisage d'épaulements profonds
Effectuer plusieurs passes avec une fraise à surfacer-dresser ou une fraise en bout. Pour réduire les différences entre les passes, il est absolument nécessaire d'utiliser une fraise de grande précision produisant de vrais angles à 90°. Si la profondeur de l'épaulement est inférieure à 75% de la longueur des arêtes de coupe, la qualité de la surface verticale ne requiert normalement pas de finition supplémentaire.
Passe unique avec une fraise cylindrique deux tailles
Les fraises cylindriques 2 tailles sont une bonne solution pour les épaulements profonds avec fraisage lourd. Ces fraises offrent des débits copeaux importants et sont généralement utilisées pour l'ébauche car l'état de surface produit est caractérisé par le fraisage latéral à grande avance.
Ces fraises sont exigeantes :
- Stabilité
- Etat de la broche
- Évacuation des copeaux
- Attachement
- Puissance
Les forces radiales sont très grandes ; il s'agit d'une opération de fraisage lourd.
Les fraises cylindriques 2 tailles courtes sont adaptées à :
- Epaulements profonds dans le sens radial et peu profonds dans le sens axial.
- Rainurage dans le plein à une profondeur égale au diamètre ; cela peut compenser les limites de la machine
Les versions longues conviennent à :
- Epaulements avec une profondeur radiale modérée.
- Contournage dans des machines puissantes et stables
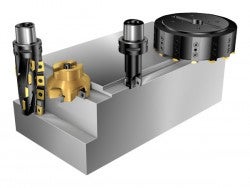
Fraisage d'épaulements situés en profondeur

Les fraises de grande taille pour épaulements offrent une accessibilité optimale en cas de fraisage d'un épaulement peu profond situé à grande profondeur. Pour les épaulements situés à très grande profondeur, utiliser des allonges d'attachement Coromant Capto. Les fraises cylindriques 2 tailles sont aussi disponibles en versions surdimensionnées pour les épaulements situés en profondeur. Mais les profondeurs de coupe radiales sont limitées.
Liste de contrôle des applications - indications utiles
- Le fraisage en avalant est toujours à privilégier, surtout pour le fraisage d'épaulements en raison de l'angle d'attaque à 90°
- L'usinage doit être fait de manière à ce que les forces de coupe soient dirigées vers les points d'appui du bridage dans la mesure du possible. Le fraisage en opposition peut, par conséquent, être un bon choix dans certains cas.
- Le choix du pas de la fraise dépend de la stabilité du système dans son ensemble : machine-outil, pièce et bridage, matière de la pièce
- Sur les machines ISO 40 ou plus petites, les fraises à grand pas sont recommandées en raison de la stabilité limitée
- Les fraises à grand pas sont aussi recommandées pour l'usinage de pièces surélevées
- Le positionnement de la fraise sur la pièce est extrêmement important et doit être prévu avec grand soin
- Lorsque Dc/ae >10, l'avance fz doit être ajustée en fonction de la valeur de hex pour obtenir de bons résultats et éviter la rupture des arêtes
- Si la profondeur de l'épaulement est inférieure à 75% de la longueur des arêtes de coupe, la qualité de la surface verticale ne requiert normalement pas de finition supplémentaire
- Choisir une nuance carbure plus tenace que pour le surfaçage
- Avec les fraises cylindriques deux tailles, les conditions sont exigeantes et une nuance encore plus tenace peut s'avérer nécessaire
- Plus la coupe est profonde, plus il est important de réduire la vitesse de coupe afin d'éviter les vibrations
- En cas de vibrations, réduire vc et augmenter fz en restant dans la limite de la valeur de hex recommandée
- Vérifier si la puissance machine est suffisante pour les conditions de coupe choisies
Attachements
- Vérifier la puissance requise en cas de coupe importante, surtout avec les fraises cylindriques deux tailles
- Le montage de l'outil a une grande influence sur les résultats du fraisage avec les fraises de moins de 50 mm
- Plus la profondeur de coupe est grande, plus la taille et la stabilité de l'attachement sont importantes. En effet, les forces radiales sont très élevées avec les fraises à surfacer-dresser et les fraises cylindriques deux tailles
- L'attachement Coromant Capto offre une stabilité optimale et a la plus petite déflexion avec tous les types de fraises. Ceci est particulièrement appréciable avec les fraises longues ou qui ont un grand porte-à-faux
Entrée dans la matière par interpolation circulaire
- Une entrée en coupe sans heurts est essentielle pour éviter les vibrations et pour prolonger la durée de vie de l'outil, surtout lors du fraisage d'épaulements
- Programmer la fraise de manière à entrer en coupe par interpolation circulaire. Toujours produire des copeaux d'épaisseur nulle en sortie afin d'avoir une avance plus élevée et une durée de vie de l'outil plus longue
- Cette méthode est particulièrement bien adaptée aux applications avec fraisage d'angles extérieurs car elle évite les changements brusques de la coupe
- Veiller à ce que la fraise reste engagée en coupe de manière continue
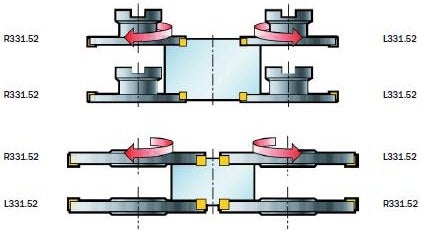
Fraisage d'épaulements avec des fraises-disques
Les fraises-disques s'utilisent aussi pour fraiser des épaulements, notamment lorsque la configuration est étroite mais large sur le plan radial. Ces fraises sont souvent la seule solution pour le surfaçage arrière d'épaulements cachés.
| À droite | À gauche |
 |
Contournage à la fraise

Qu'est-ce que le contournage à la fraise ?
L'usinage de bords est une opération de fraisage latéral effectuée en passes de contournage. Le fraisage latéral et le contournage sont des types de fraisage périphérique.
Choix des outils

- Les bords fins sont généralement fraisés à l'aide de fraises en bout tandis que les bords épais s'usinent plutôt à l'aide de fraises en bout en plusieurs passes de « dressage d'épaulement » ou à l'aide de fraises cylindriques 2 tailles en une seule passe.
- Les épaulements dont la profondeur fait deux fois le diamètre peuvent s'usiner efficacement à l'aide de fraises cylindriques 2 tailles ou de fraises carbure monobloc. Pour de tels épaulements et pour les bords de pièces épais, une profondeur de coupe radiale de 0.5 fois le diamètre est recommandée
- Les fraises-disques s'utilisent aussi pour le contournage et le fraisage périphérique
- Un grand angle d'hélice garantit qu'il y a suffisamment de dents en coupe et que la coupe est fluide dans les opérations de contournage avec de petites profondeurs de coupe radiales
- Les fraises à pas réduit ou à pas fin sont particulièrement bien adaptées au contournage. C'est aussi le cas pour le fraisage de bords fins et d'épaulements peu profonds avec des fraises en bout à 90°
Mise en œuvre
État de surface – produit radialement
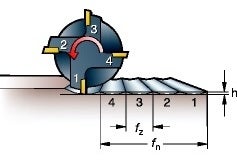
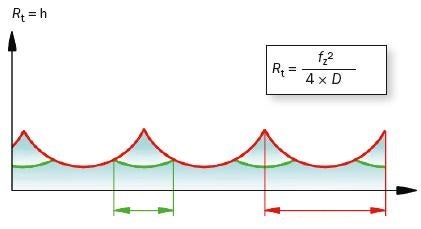
Si la fraise n'a pas de faux-rond, la hauteur des crêtes, h,
sera égale et elle peut être calculée par la formule suivante :
Profondeur de profil / hauteur des crêtes
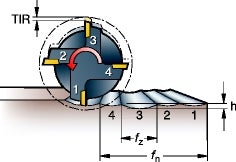
Si la fraise a un faux-rond, l'avance à la dent, fz, et, par conséquent,
la hauteur des crêtes, h, varie en fonction du TIR.
 | |
| fz | fz Faux-rond |
Comme mentionné, l'état de surface et la tendance à « grimper » peuvent limiter l'avance, surtout si la profondeur de coupe radiale est petite.
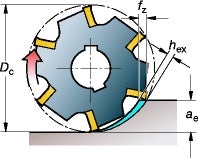
Lorsqu'on effectue le fraisage latéral avec une fraise en bout, des crêtes sont produites. La hauteur des crêtes, h, est déterminée par :
- Diamètre de fraise, Dc
- Avance à la dent, fz
- Faux-rond
Les fraises à plaquettes indexables ont toujours un faux-rond plus grand que les fraises carbure monobloc. Il est à noter aussi que plus la fraise est grande et plus elle possède de dents, plus l'écart entre les points hauts et bas des crêtes sera grand.
Pour de meilleurs états de surface :
- Utiliser une fraise carbure monobloc
- Utiliser des mandrins hydromécaniques de précision avec attachement Coromant Capto
- Utiliser le plus petit porte-à-faux possible
Avances recommandées (sans tenir compte de hex) :
- Valeur de départ pour les fraises à plaquettes indexables, fz = 0.15 mm/dent
- Valeur de départ pour les fraises carbure monobloc, fz = 0.10 mm/dent
Note : La pire qualité d'état de surface s'obtient lorsqu'une seule dent de la fraise usine la surface en cas de fort faux-rond.
Liste de contrôle des applications - indications utiles
- Un des facteurs critiques dans le fraisage périphérique est l'obtention d'une avance à la dent fz adaptée
- La valeur de l'avance, fz, doit compenser l'engagement de la fraise, ce qui influence l'épaisseur des copeaux.
- L'avance à la dent, fz, doit être multipliée par le facteur de modification. On obtiendra ainsi une avance plus élevée avec un arc d'engagement plus petit tout en conservant une épaisseur des copeaux suffisante. Mais le facteur de modification n'est pas toujours applicable intégralement : il peut être nécessaire de limiter l'avance en fonction de l'état de surface ou de la tendance à « grimper ».
Dressage de parois fines sujettes à la déflexion

Fraisage d'épaulements pour :
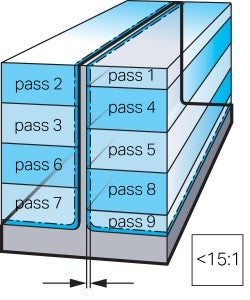
- Petit rapport entre la hauteur et l'épaisseur < 15:1:
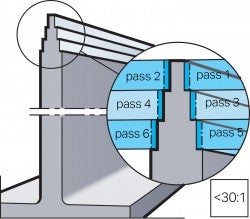
- Rapport moyen entre la hauteur et l'épaisseur < 30:1
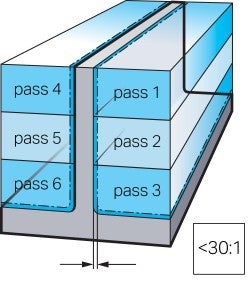
- Très grand rapport entre la hauteur et l'épaisseur > 30:1
- Fonds minces

Points importants :
- La stratégie d'usinage des sections à parois minces doit varier en fonction de la hauteur et de l'épaisseur de la paroi
- Le nombre de passes doit être déterminé par les dimensions de la paroi et la profondeur de coupe axiale
- Tenir compte de la stabilité de la fraise et de celle de la paroi
- Utiliser les techniques à grande vitesse, à savoir un petit rapport ap/ae et une grande vc pour faciliter le fraisage de parois minces car cela réduit la durée d'engagement de l'outil et, par conséquent, l'impulsion et la déflexion.
- Utiliser le fraisage en avalant
- Les mêmes méthodes s'utilisent pour le fraisage de l'aluminium et du titane
Petit rapport entre la hauteur et l'épaisseur < 15:1 :
Les passes doivent être faites en zigzag.
Fraisage de parois minces :
- Usiner un côté de la paroi en plusieurs passes sans recouvrement
- Faire la même chose pour l'autre côté
- Laisser une surépaisseur d'usinage des deux côtés pour la finition
Rapport moyen entre la hauteur et l'épaisseur < 30:1
Fraisage en « courbes de niveau » :
- Alterner les deux côtés avec les profondeurs de coupe données sans chevauchement des passes
Fraisage avec des passes alternatives sur les deux côtés de la paroi :
- Approche similaire, mais avec chevauchement des passes sur les côtés opposés de la paroi : cela permet d'avoir un meilleur soutien au niveau de la zone usinée. La première passe doit avoir une profondeur de coupe réduite, ap/2
- Dans tous les cas, laisser une surépaisseur d'usinage de 0.2 – 1.0 mm des deux côtés pour la finition
Très grand rapport entre la hauteur et l'épaisseur >30:1
En plus de l'alternance des côtés de la paroi pendant l'usinage, approcher l'épaisseur de paroi souhaitée en suivant un schéma en chevrons.
- Les sections les plus fines sont toujours soutenues par des sections plus épaisses en dessous
- Progresser vers le bas de la paroi en suivant ce schéma
Parois minces
Surépaisseur d'usinage de finition
Courbes de niveau
Surépaisseur d'usinage de finition
Parois minces
Surépaisseur d'usinage de finition
Fraisage d'épaulements sur des fonds minces
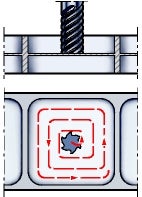
Usinage de fonds minces :
- Utiliser le ramping circulaire au centre du fond jusqu'à la profondeur requise
- Progresser ensuite vers l'extérieur par interpolation hélicoïdale
Si le fraisage se fait sur une surface dont la face opposée a déjà été usinée :
- Utiliser un outil avec aussi peu de dents que possible
- Limiter au maximum la pression exercée
Si le fond comporte un trou central :
- Laisser un pion de soutien lors de l'usinage de la première face
- Usiner la seconde face
- Retirer le pion de soutien après que les deux côtés sont terminés
Le fraisage d'épaulements redéfini avec CoroMill ® MS20 !
open_in_new
Surfaçage et fraisage d'épaulements en toute sécurité grâce à la CoroMill MF80
Ali Ezzarhouni, spécialiste fraisage chez Sandvik Coromant, vous présente la nouvelle... open_in_new
Surfaçage et fraisage d'épaulements en toute sécurité grâce à la CoroMill® MF80
open_in_new
