2 axes : Ramping rectiligne et circulaire 2 axes
Comment réussir le ramping ?
Le ramping rectiligne s'utilise couramment pour ouvrir avec efficacité des rainures, poches ou cavités fermées et il rend l'utilisation d'un foret superflue.
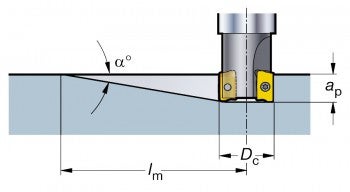
Le ramping rectiligne se définit par une avance simultanée dans le sens axial (Z) et radial (soit X, soit Y), c'est-à-dire selon 2 axes.
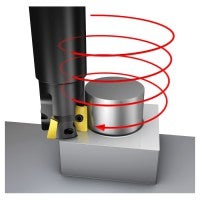
Le ramping circulaire (aussi appelé interpolation hélicoïdale) est un mouvement simultané sur une trajectoire circulaire (X et Y) et sur l'axe Z (avance axiale) selon un pas défini ; c'est aussi une alternative au perçage.
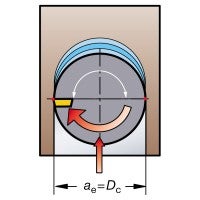
Le ramping circulaire (interpolation hélicoïdale) est toujours à préférer au ramping rectiligne (rainurage dans le plein), parce que la coupe radiale est réduite et le fraisage est plus fluide. Il permet de fraiser uniquement en avalant. L’évacuation des copeaux est plus facile. La rotation dans le sens contraire des aiguilles d'une montre assure le fraisage en avalant.
Ramping 2 axes - rectiligne
Mise en œuvre du rampingProcess de coupe exigeant
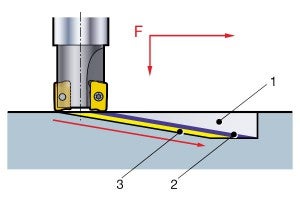
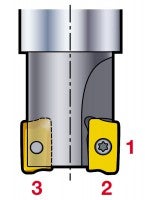
Trois coupes différentes ont lieu simultanément avec le ramping :
1) Coupe en périphérie avec la plaquette avant.
2) Coupe en bout avec la plaquette avant.
3) Coupe en bout avec la plaquette arrière.
Les forces de coupe sont à la fois axiales et radiales.
Il y a aussi des contraintes supplémentaires sur l'outil en raison du rainurage dans le plein avec ae=Dc, ce qui crée des forces radiales importantes et des copeaux longs.
Recommandations d’usinage
- Réduire l'avance à 75% de l'avance normale
- En cas de rainurage directement après le ramping, il est important de continuer avec une avance plus faible sur une distance correspondant au diamètre de la fraise, jusqu'à ce que la plaquette arrière ait terminé la coupe
- Utiliser l'arrosage pour favoriser l'évacuation des copeaux
- Réduire le rayon de l'outil pour réduire la surface de contact
- Le ramping rectiligne doit être réservé à l'usinage de rainures étroites (moins de 30 mm) lorsque le ramping hélicoïdal n'est pas possible en raison d'un manque d'accessibilité
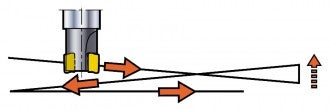
Ramping progressif
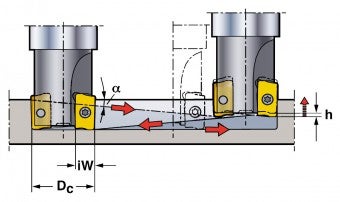
En cas de ramping en plusieurs passes pour produire une rainure profonde, la productivité peut être augmentée en appliquant le ramping dans les deux directions (ramping progressif) au lieu d'une seule (ramping en une seule passe).
Note : En cas d'avance avec l'angle de ramping maximum, la fraise doit être soulevée de la distance h avant le changement de direction. Ceci est nécessaire pour ne pas endommager le centre du corps de la fraise.
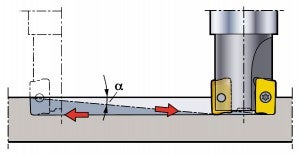
Ramping en une seule passe.
Correction de la trajectoire d'outil
Ramping progressif avec angle de ramping maximum.
Le rayon de plaquette influence l'angle de ramping maximum
Exemple :
Les courbes du diagramme sont valables pour les rayons mini et maxi. Pour les rayons intermédiaires, interpoler.
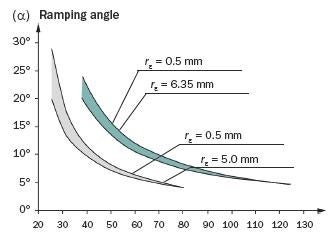
Diamètre d'outil, Dc mm

= Taille de plaquette 22

= Taille de plaquette 16
Ramping deux axes – circulaire

Considérations sur les process
Les trois points suivants sont essentiels pour le ramping circulaire. S'ils ne sont pas appliqués correctement, des problèmes surviennent.
- Sélection du diamètre de la fraise en fonction de la taille du trou
- Avance par tour
- Avance
1. Sélection du diamètre de la fraise en fonction de la taille du trou
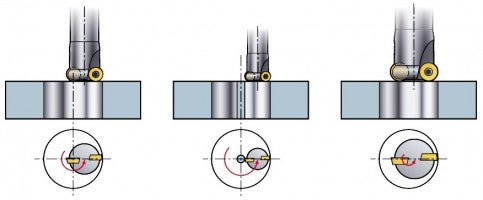
Le choix de la taille de la fraise est très important avec les fraises qui ne coupent pas au centre. Il faut que le diamètre soit suffisant pour couper le centre du trou.
Si la fraise est trop petite, il restera un cylindre au centre du trou comme si l'on avait utilisé un trépan. Si le trou est débouchant, ceci peut convenir, mais il faut soutenir le cylindre central pour qu’il ne tombe pas.
Si la fraise est trop grande et dépasse le centre du trou, un téton central se forme et est susceptible d'endommager le fond de la fraise.Diamètre de trou maximum
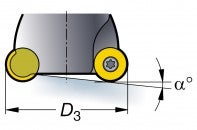
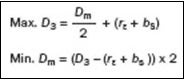
- Le diamètre de trou maximal (Dm) qui peut être produit en une spirale continue est de 2 x D3
- L’usinage s’apparente à une rainure dans le plein et laisse un téton au centre des trous non débouchants
- Le téton doit ensuite être retiré en avançant vers le centre pour obtenir un fond plat
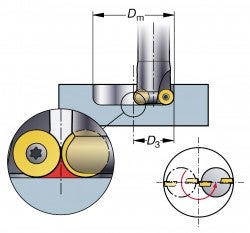
Diamètre de trou maximum Dm
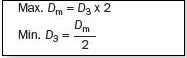
Diamètre de fraise pour un fond plat
- Pour usiner un trou sans téton central dans le cas d’un trou non débouchant à fond plat, la taille du rayon des plaquettes doit être prise en compte
- Si la fraise est trop grande, il n’est pas possible de retirer le téton en appliquant une avance vers le centre
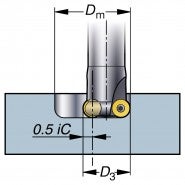
Diam. min. de trou Dm
Diam. min. de trou Dm
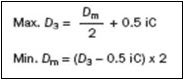
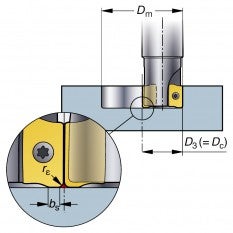
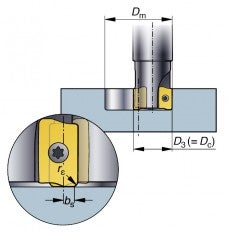
Diamètre minimum dans le cas d’un trou débouchant
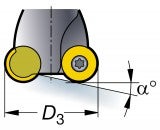
- Diamètre minimum pour éviter la collision du corps de l'outil en l'absence de coupe au centre
- b est le saut maximum autorisé en plongée ; il est égal au chevauchement maximum
- Pour les plaquettes rondes, b doit être calculé : b = 0.8 x iC
- Le téton central ne peut être retiré.
2. Pas (P)
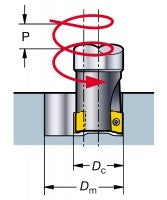
Le pas ne doit jamais être supérieur à l'ap maximum du concept de fraise ; il dépend du diamètre du trou, du diamètre de la fraise et de l'angle de ramping.
3. Avance
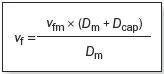
La valeur de l'avance dépend toujours de la valeur de hex qui correspond à l'avance périphérique, vfm. Toutefois, de nombreuses machines utilisent l'avance centrale de l'outil, vf, qui doit donc être calculée :
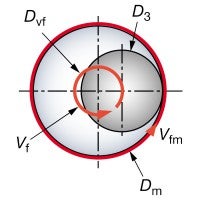
Dvf = trajectoire programmée
Avance programmée :
vfm = avec compensation du rayon
vf = avec l'avance centrale de l'outil
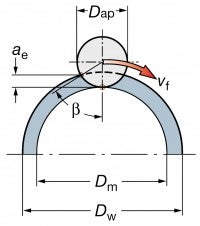
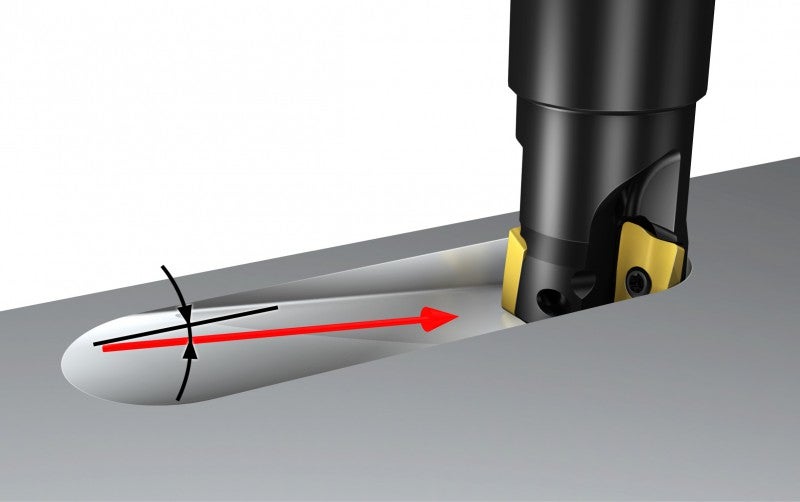
Ramping circulaire extérieur
Ramping circulaire extérieur (3 axes)

Fraisage circulaire extérieur (2 axes)
Comment réussir le ramping circulaire extérieur ?
Par rapport au fraisage/ramping circulaire intérieur :
- L'avance centrale de l'outil, vf, augmente au lieu de réduire.
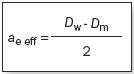
- La profondeur de coupe radiale, ae, réduit considérablement lors du fraisage extérieur. Par conséquent, une vitesse de coupe plus élevée peut être appliquée.
- hex se calcule de la même manière que pour le contournage.
- La technique de programmation est très semblable au fraisage intérieur de trous.