
Så väljer du rätt typ av gängtapp

Det finns många olika faktorer att ta hänsyn till vid valet av gängtapp. Här beskriver vi steg för steg hur du gör för att hitta den bästa gängtappen för din applikation.
Olika typer av gängverktyg
Vilket gängverktyg du ska välja beror på vilken typ av hål som ska gängas.
Gängformtyp och material (ISO-applikationsområde)
Hitta rätt gängformtyp och material att gänga.
Gängfastyp
Typen av gängtapphål avgör vilken fastyp som bör användas.
Olika typer av gängverktyg
Det finns fyra typer av gängverktyg: gängtappar med rak spånkanal, spåndrivande gängtapp, spiralspets och pressgängtappar. Vilken typ som är bäst att använda beror på det hål som ska gängas, om det är ett bottenhål eller ett genomgående hål, och på komponentens material.

Gängtapp med raka spånkanaler

Spåndrivande gängtapp

Spiralspets

Pressgängtapp
Skärande gängtappar
En skärande gängtapp skär materialet och spånor bildas.
Pressgängtappar
Fördelar jämfört med skärgängtappar:
- Formningen är normalt snabbare än vid vanlig gängskärning
- Det är möjligt att göra djupa gängor, ner till 3,5 × D, utan att det uppstår problem med spånavgången
- Pressgängtappar medför ofta längre verktygslivslängd
- Samma typ av verktyg kan användas i olika material och för både genomgående hål och bottenhål
- Pressgängtapparna har en stabil konstruktion och risken för gängtappsbrott är därför mindre
- Gängorna får garanterat rätt mått
- Inga spånor genereras
- Upp till 100 % starkare gänga (högre formlossningshållfasthet)
- Gängan får bättre ytjämnhet
Förutsättningar för effektiv funktion:
- Alla material är inte lämpliga eftersom en viss duktilitet krävs
- Rekommenderad dragstyrkegräns är 1 200 N/mm
- Det genomgående hålets diameter måste vara exakt
- Bra smörjning är absolut nödvändigt
Gängformtyp och material (ISO-applikationsområde)
Gängverktyg finns i många gängformer. Du måste veta vilken gängformtyp det är du vill gänga. Läs mer om de olika gängformerna och inom vilka applikationsområden de olika gängformerna används.
I tabellen nedan ser du vilka gängformer som finns tillgängliga för gängverktyg optimerade för specifika material och mångsidighet.
 |  |  |  |  | Mångsidighet |
| M, MF, UNC, UNF | M, MF, UNC, UNF, G, NPT, NPTF | M, MF, UNC, UNF, G | M, MF, UNC, UNF | M | M, MF, UNC, UNF, G, NPT, NPTF, EGM |
Gängfastyp
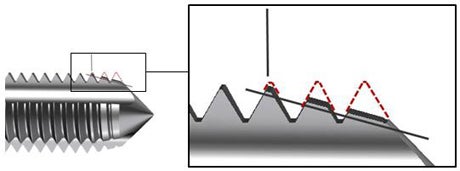
Gängtappsfasen är gängornas koning som fördelar skärförloppet över flera tänder. Vilken fastyp du ska använda beror på vilken typ av hål som ska gängas. Det finns vanliga fastyper: B, C och E.
Fastyp B=3,5 – 5 x gängor
Lång fas:
- Högt vridmoment
- Bästa ytkvalitet
- Tunna spånor
- Lågt tryck vid fasen
- Längre verktygslivslängd
- Vanligast för gängtappar med spiralspets

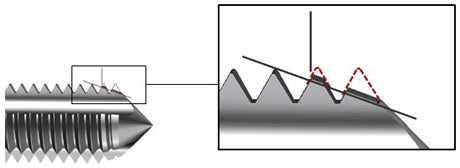
Fastyp C=2 –3,5 x gängor
Medelstor fas:
- Lågt vridmoment
- God ytjämnhet
- Normaltjocka spånor
- Normalt tryck vid fasen
- Normal verktygslivslängd
- Vanligaste utförandet
- Standardfas för bottenhål
- Vanligast för gängtappar med spiralkanal
Fastyp E=1,5 – 2 x gängor
Kort fas:
- Lågt vridmoment
- God ytjämnhet
- Tjocka spånor
- Högt tryck vid fasen
- Kortare verktygslivslängd
- Extremt utförande
- Används när det inte är så mycket släppning vid hålets botten
Spets-/fasmatris
Spetstypen på gängtapparna beror enbart på gängtappstillverkningen. I tabellen nedan visas de spetsar och faser som vanligen används tillsammans, ordnade efter gängtappsdiameter.
| 1 Full spets | 2 Reducerad spets | 3 Invändig spets | 4 Borttagen spets | |
 |  |  |  |  |
| Gängtapp, mm | Gängtapp, tum | B 3.5 - 5 | C 2 - 3.5 | E 1.5 - 2 |
| ≤5 | >Nr1-Nr10 | 1 | 1 | 1 |
| >5 ≤6 | >Nr12-1/4 | 1 | 1, 2 | 1 |
| >6 ≤10 | >1/4-1/2 | 1 | 1, 2, 4 | 1, 4 |
| >10 ≤12 | >3/8-1/2 | 2, 3 | 2, 3 | 2, 3 |
| >12 | >1/2 | 3 | 3 | 3 |
