
Formler och definitioner för gängning
Det här avsnitt innehåller formler och definitioner för gängning, bland annat hur man beräknar skärhastighet, matningshastighet och andra parametrar för gängsvarvning, gängfräsning eller gängskärning med gängtapp. Här finns också beteckningar på olika gängformer enligt internationella standarder.
Formler och definitioner för gängsvarvning
Inmatning
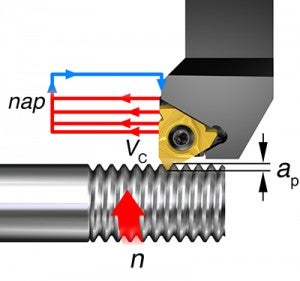
Genom att dela upp gängans hela skärdjup i mindre ingrepp undviker man att överbelasta skärets känsliga nosradie.
Exempel: Genom att ha 0,23–0,10 mm (0,009–0,004 tum) som skärdjup per passering (radiell inmatning), kan hela skärdjupet (ap) och gängans profildjup (0,94 mm (0,037 tum) svarvas på en metrisk gänga med 1,5 mm (0,06 tum) stigning på sex passeringar (nap).
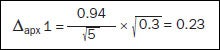
Första passering, inmatning
0,23 mm
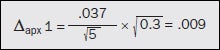
= 0,009 tum
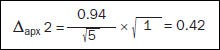
Andra passering, inmatning
0,42–0,23 = 0,19 mm
0,017–0,009 = 0,008 tum
Tredje passering, inmatning
0,59–0,42 = 0,17 mm
0,023–0,017 = 0,006 tum
Fjärde passering, inmatning
0,73–0,59 = 0,14 mm
0,029–0,023 = 0,006 tum
Femte passering, inmatning
0,84–0,73 = 0,11 mm
0,033–0,029 = 0,004 tum

Sjätte passering, inmatning
0,94–0,84 = 0,10 mm
0,037-0,033 = 0,004 tum
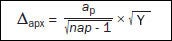
Inmatningen kan beräknas enligt formeln:
Δap = Radiell inmatning, skärdjup per passering
X = Verklig passering (i en serie från 1 till nap)
ap = Totalt gängdjup + extra gods
nap = antal passeringar
Y = 1:a passering = 0,3
2:a passering = 1
3:e och högre = x-1
Stigning 1,5 mm (0,06 tum)
ap = 0,94 mm (0,037 tum)
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| Symbol | Beteckning/definition | Metrisk | Tum |
| ap | Inmatning, fullt skärdjup | mm | tum |
| n | Spindelvarvtal | varv/min | varv/min |
| Vc | Skärhastighet | m/min | |
| nap | Antal passeringar |
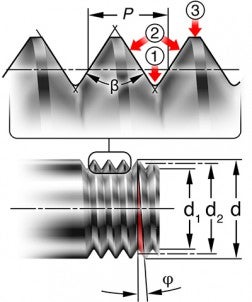
- Rot/botten
Bottenytan som förbinder gängans två flanker - Flank/sida
Sidan av en gängad yta som förbinder toppen och roten - Topp
Den övre ytan som förbinder de båda sidorna (eller flankerna).
P = stigning, mm eller gängor per tum (g.p.t.)
Avståndet från en punkt på skruvgängan till motsvarande punkt på nästa gänga mätt parallellt med axeln.
β = gängans profilvinkel
Vinkeln mellan gängans flanker mätt i ett axiellt plan.
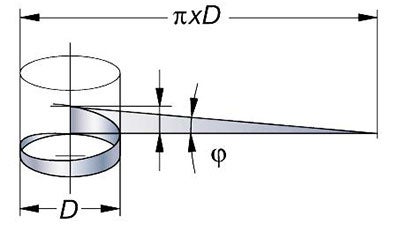
φ = gängans stigvinkel (spiralvinkel)
Gängans vinkel vid en delningsdiameter med ett plan vinkelrätt mot axeln.
Diameterparametrar
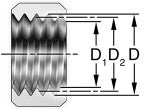
d = Största diameter, utvändig
D = Största diameter, invändig
d1 = Minsta diameter, utvändig
D1 = Minsta diameter, invändig
d2 = Delningsdiameter, utvändig
D2 = Delningsdiameter, invändig
Skruvgängans effektiva diameter, ungefär mitt emellan den största och den minsta diametern.
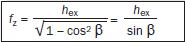
Stigvinkel (spiralvinkel)
Stigningsvinkeln, φ, (spiralvinkeln) beror på gängans diameter och stigning. Detta mått kan beskrivas som en triangel som skruvas ut från komponenten. Stigvinkeln beräknas med formeln nedan.
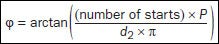
Formel för beräkning av äntringsvinkel.
N = antal starter
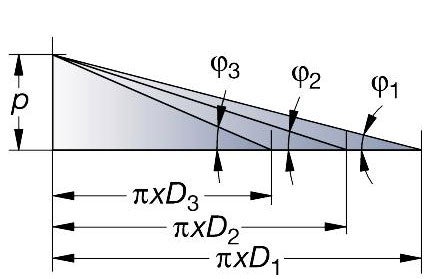
Samma stigning för olika diametrar ger olika ändringsvinklar.
Formler och definitioner för gängfräsning
Skärhastighet (vc)
Metriskt mått (m/min)
Tummått (ft/min)
Formler för invändig gängfräsning
Beräknad version
Perifer matning (mm/min) (tum/min)
Radiellt skärdjup (mm) (tum)
Verktygscentrummatning (mm/min) (tum/min)

Matning per tand (mm) (tum)
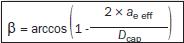
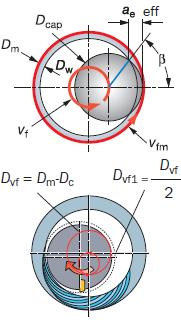
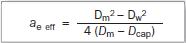
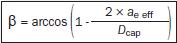
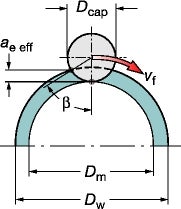
Gängfräsning med en verktygsväg med rullande ingång, Dvf1
Formler för utvändig gängfräsning
Beräknad version
| Metrisk | Tum |
Perifer matning (mm/min) (tum/min)  | Verktygscentrummatning (mm/min) (tum/min)  |
Matning per tand (mm) (tum)  | |
 |
Formler och definitioner för gängning med gängtapp
Spindelvarvtal, (n) (varv/min) 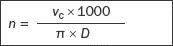 | 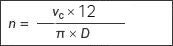 |
Matningshastighet  | |
Moment (Md) (Nm)  |
Effekt (P) (kW)  |
| Parameter | Betydelse | Metrisk enhet | Tumenhet |
| Md | Moment | Nm | tum.lb |
| p | Stigning | mm | tum |
| D / DC | Nominell diameter | mm | tum |
| kc | Specifik skärkraft | N/mm2 | lbs/tum |
| n | Spindelvarvtal | varv/min | varv/min |
| P | Effekt | kW | hk |
| vc | Skärhastighet | m/min | fot/min |
| vf | Matningshastighet | mm/min | tum/min |
Formler för hålstorlek
Med de här formlerna kan man göra en enkel beräkning av hålstorlek.
Grundläggande beräkning av hålstorlek för skärgängtapp
|
|
|
|
|
|
|
|

Grundläggande beräkning av hålstorlek för pressgängtapp
 | |
| |
 | |
|

Grundläggande beräkning av hålstorlek med gänghöjd för skärande gängtapp

| |
| |
| |
|

Grundläggande beräkning av hålstorlek med gänghöjd för skärande pressgängtapp
 | |
| |
 | |
|


| Parameter | Betydelse | Metrisk enhet | Tumenhet |
| D | Håldiameter | mm | tum |
| TD | Nominell gängdiameter | mm | tum |
| TP | Gängstigning | mm | |
| TPI | Gängstigning i tum | tum | |
| TH | Gänghöjd | % | % |
Så beräknar du gänghöjden i procent, %
Gänghöjden i % är förhållandet mellan den faktiska höjden och den invändiga gängans maximala höjd. Exemplet nedan gäller för ISO och UTS 60° gängor av standardtyp.
Exempel, M8x1,25
Max. gänghöjd är enligt standarden 6/8 H.
H = 0,866 x P
(H = höjd på grundtriangel)
(P = gängstigning)
Maximal gänghöjd:
6/8 * (0,866 x 1, 25) = 0,811 mm
Faktisk gänghöjd vid ett kärnhål med Ø6,9 mm:
(8 - 6,9) / 2 = 0,55 mm
Då blir gänghöjden (0,55 / 0,81) x 100 = 68 %
Faktisk gänghöjd Rek. kärnhål Ø | 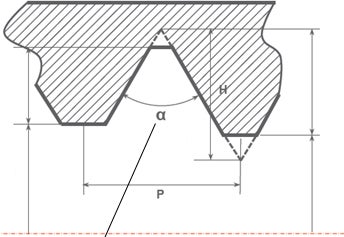 60° gänga | Maximal gänghöjd på invändig gänga (6/8 H) Min. kärnhål Ø enligt standard |
Gängbeteckningar enligt internationella standarder
Internationella standarder
För att garantera att en gängkopplings båda delar (invändiga och utvändiga) passar ihop exakt och bildar en koppling som klarar en viss belastning, måste gängan uppfylla vissa standarder. Därför har internationella standarder för gängformer etablerats för alla vanliga gängtyper.
ISO-metriska gängbeteckningar
Gängans fullständiga beteckning består av värden för gängans form och tolerans. Toleransen anges med ett nummer för toleransgraden och bokstäver för toleransläget.
Exempel
M16 – 6h
M16: Gängans beteckning och nominella dimension
6h: Toleransklass för stigningen och toppdiametern
M10 x 1,25 5g6g
M10: Stigning
1,25: Toleransklass för delningsdiametern
5g6g: Toleransklass för toppdiametern
Den invändiga och den utvändiga gängans toleransklass separerade med ett snedstreck betecknar två gängade komponenter som passar ihop.
Toleranslägen
Toleransläget anger lägesavmåttet och betecknas med en stor bokstav för invändiga och en liten för utvändiga gängor. Toleransgraden och toleransläget kombinerade ger toleransklassen. Toleransklassernas värden anges i standarderna för de olika gängsystemen.
ISO-tumgängor (UNC, UNF, UNEF och UN)
UN-systemet har tre toleransklasser, från 1 (grov) till 3 (fin). En vanlig UN-gänga betecknas på följande sätt:
¼" 20 20UNC - 2A
¼" – Största gängdiameter
20 – Stigningsvärde: gängor per tum (g.p.t.)
UNC – Anger en grov stigning
2A – Anger en medelhög tolerans
ISO – unified (UN):
Grov tolerans: 1A (utvändiga gängor), 1B (invändiga gängor)
Medelhög tolerans: 2A (utvändiga gängor), 2B (invändiga gängor)
Snäv tolerans: 3A (utvändiga gängor), 3B (invändiga gängor)
Olika typer av UN-gängor
| UNC | gängdiameter med grov stigning |
| UNF | gängdiameter med fin stigning |
| UNEF | gängdiameter med extra fin stigning |
| UN | gängdiameter med konstant stigning |
Whitworth-gängor (G, R, BSW, BSF, BSPF)
Whitworth-skruvgängor används inte längre, men Whitworth-rörgängor är en erkänd internationell standard. Det finns två toleransklasser för utvändiga och en för invändiga Whitworth-rörgängor.
Whitworth-rörgängor: BSW, BSF och BSP.F
Toleransläge
Fint: A (utvändiga gängor), invändiga gängor endast en klass
Grovt: B (invändiga gängor), invändiga gängor endast en klass
Beteckningar på Whitworth-rörgängor
De här gängorna delas in i två grupper:
- Trycktäta kopplingar som inte sitter på gängan, ISO 228/1
- Trycktäta kopplingar som sitter på gängan, ISO 7/1
