
Formler och definitioner för allmän svarvning
Hitta rätt skärverktyg för just ditt arbetsmoment, och
få rekommenderade skärdata direkt.
Vid bearbetning i svarvar och flerfunktionsmaskiner är beräkningen av korrekta värden för olika bearbetningsparametrar, som skärhastighet och spindelvarvtal, avgörande faktorer för ett gott resultat. Det här avsnittet innehåller de formler och definitioner som behövs vid allmän svarvning.
Skärhastighet vc (m/min) 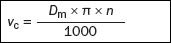 | Skärhastighet vc (ft/min) 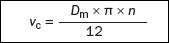 | |
Spindelvarvtal n (varv/min) 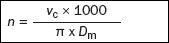 | Spindelvarvtal n (varv/min)  | |
Spånavverkningshastighet Q (cm3/min)  | Spånavverkningshastighet Q (tum3/min)  | |
Nettoeffekt Pc (kW)  | Nettoeffekt Pc (hk) 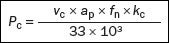 | |
Bearbetningstid Tc (min) 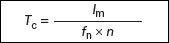 | Bearbetningstid Tc (min) |
| Symbol | Beteckning/definition | Enhet, metrisk (tum) |
|---|---|---|
| Dm | Bearbetad diameter mm (tum) | mm (tum) |
| fn | Matning per varv | mm/varv (tum/varv) |
| ap | Skärdjup | mm (tum) |
| vc | Skärhastighet | m/min (fot/min) |
| n | Spindelvarvtal | varv/min |
| Pc | Nettoeffekt | kW (hk) |
| Q | Spånavverkningshastighet | cm3/min (tum3/min) |
| hm | Genomsnittlig spåntjocklek | mm (tum) |
| hex | Maximal spåntjocklek | mm (tum) |
| Tc | Ingreppstid | min |
| lm | Bearbetad längd | mm (tum) |
| kc | Specifik skärkraft | N/mm2 (N/tum2) |
| KAPR | Ställvinkel | grader |
| PSIR | Skärets vinkel | grader |
Tangentiell kraft, Ft

Kc 0,4: Specifik skärkraft vid matningen 0,4 mm/varv
mc: Konstant, beroende på material. Använd 0,29 som allmänt värde.
Tangentiell kraft, förenklad formel

När ställvinkeln (KAPR) är 75 grader eller större, sin KAPR är ~1. Då kan den här förenklade formeln användas.
Tumregel: Ft ska aldrig överstiga 90 % av den maximala belastning som finns angiven för den bom som används.
