
Formler och definitioner för uppborrning
Det här avsnittet innehåller formler och definitioner som du behöver till dina uppborrningsoperationer, till exempel hur man beräknar korrekt skärhastighet, matning per varv och spånavverkningshastighet för uppborrning. Vid uppborrning är det korrekta värden för de olika bearbetningsparametrarna en avgörande faktor för ett gott resultat.
| Metrisk | Metrisk |
Skärhastighet, (vc) m/min  | Skärhastighet, (vc) ft/min  |
Spindelvarvtal, (n) varv/min  | Spindelvarvtal, (n) varv/min  |
Bearbetningstid, (Tc) min  | Bearbetningstid, (Tc) min |
Spånavverkningshastighet, (Q) cm3/min  | Spånavverkningshastighet, (Q) tum3/min  |
Borrsjunkningshastighet, (vf) mm/min  | Borrsjunkningshastighet, (vf) tum/min |
Matning per varv, (fn) mm/varv  | Matning per varv, (fn) tum/varv |
Nettoeffekt, Pc kW  | |
Vridmoment, Pc Nm  |
Skärhastighet, vc
Uppborrningsverktyget roterar med ett visst antal varv (n) per minut, vilket resulterar i en viss diameter (DC). Detta ger en specifik skärhastighet Vc som mäts i m/min vid skäreggen. Skärhastigheten har en direkt inverkan på verktygets livslängd.
Matning, fn
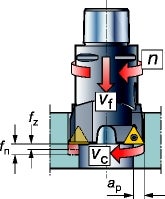
Den axiella verktygsrörelsen kallas för matningshastighet och mäts i mm/varv. Matningshastigheten beräknar du genom att multiplicera matningen per tand (fz) med det effektiva antalet tänder (det antal tänder som genererar den slutliga ytan). Matningshastigheten är ett viktigt värde för att bestämma den bearbetade ytans jämnhet och för att säkerställa att spånbildningen är inom det godkända intervallet för skärgeometrin.
Borrsjunkningshastighet, vf
Borrsjunkningshastigheten är den axiella rörelsens hastighet, som har stark inverkan på produktiviteten.
Spånavverkningshastighet, Q
Spånavverkningshastigheten är den mängd material som kan avlägsnas inom en viss tidsram. Vid grovbearbetning har spånavverkningshastigheten stark koppling till produktiviteten.
Skärdjup, ap
Skärdjupet är skillnaden mellan den obearbetade och den bearbetade hålradien.
Ställvinkel, kr (º)
Ställvinkeln är skäreggens ingångsvinkel mot arbetsstycket och uttrycks som vinkeln mellan huvudskäreggen och matningsriktningen.
Nettoeffekt, Pc
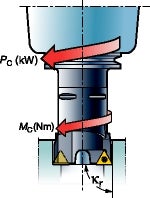
Den effekt som maskinen måste överföra till skäreggarna för att driva skärförloppet. Maskinens mekaniska och elektriska effektivitet måste beaktas vid val av skärdata.
Vridmoment, Mc
Det momentvärde som uppborrningsverktyget ger upphov till under skärförloppet och som maskinen måste kunna leverera.
