Formler och definitioner för fräsning
Hitta rätt skärverktyg för just ditt arbetsmoment, och
få rekommenderade skärdata direkt.
Här hittar du en samling formler och definitioner som kan vara bra att ha för fräsprocessen, valsfräsar, frästekniker med mera. Det är nödvändigt att kunna beräkna skärhastighet, matning per tand och spånavverkningshastighet korrekt för att uppnå goda resultat vid alla fräsoperationer.
f Matningshastighet, v (mm/min) | f Matningshastighet, v (tum/min) |
 |  |
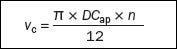
c Skärhastighet, v(m/min) | c Skärhastighet, v (ft/min) |
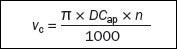 |  |
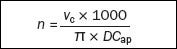
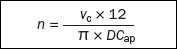
| Spindelvarvtal, n (varv/min) | Spindelvarvtal, n (varv/min) |
 |  |
z Matning per tand, f(mm) | z Matning per tand, f(tum) |
 |  |
n Matning per varv, f (mm/varv) | n Matning per varv, f (tum/varv) |
 |  |
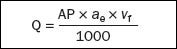
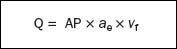
3 Spånavverkningshastighet, Q (cm/min) | 3 Spånavverkningshastighet, Q (tum/min) |
 |  |
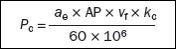
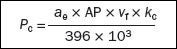
c Nettoeffekt, P (kW) | c Nettoeffekt, P (hk) |
 |  |
c Vridmoment, M(Nm) | c Vridmoment, M(lbf ft) |
 |  |
| Symbol | Beteckning/definition | Metrisk | Tum |
| ae | Radiellt skärdjup | mm | tum |
| ap | Axiellt skärdjup | mm | tum |
| DCap | Fräsdiameter vid skärdjup ap | mm | tum |
| Dm | Bearbetad diameter (komponentdiameter) | mm | tum |
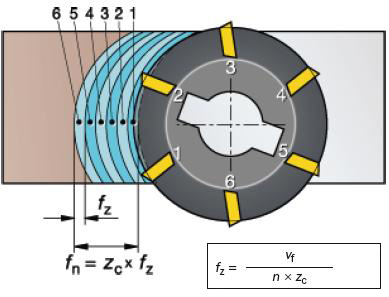
| fz | Matning per tand | mm | tum |
| fn | Matning per varv | mm/varv | tum |
| n | Spindelvarvtal | varv/min | varv/min |
| vc | Skärhastighet | m/min | fot/min |
| ve | Effektiv skärhastighet | mm/min | tum/min |
| vf | Matningshastighet | mm/min | tum/min |
| zc | Antal tänder i ingrepp | st | st |
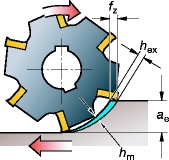
| hex | Maximal spåntjocklek | mm | tum |
| hm | Genomsnittlig spåntjocklek | mm | tum |
| kc | Specifik skärkraft | N/mm | N/tum |
| Pc | Nettoeffekt | kW | hk |
| Mc | Vridmoment | Nm | lbf ft |
| Q | Spånavverkningshastighet | cm/min | tum/min |
| KAPR | Ställvinkel | grader | |
| PSIR | Äntringsvinkel | grader | |
| BD | Diameter verktygskropp | mm | tum |
| DC | Skärdiameter | mm | tum |
| LU | Användbar längd | mm | tum |
Fräsprocessen – definitioner
Skärhastighet,vc
Anger den ythastighet som skäreggen bearbetar arbetsstycket med.
Effektiv eller faktisk skärhastighet, ve
Anger ythastigheten vid den effektiva diametern (DCap). Det här värdet krävs för att bestämma skärdata vid det faktiska skärdjupet (ap). Det är ett särskilt viktigt värde när man använder fräsar med runda skär, fullradiepinnfräsar och alla fräsar med stora hörnradier, liksom fräsar med mindre ställvinkel än 90 grader.
Spindelvarvtal, n
Antalet varv som fräsverktyget roterar per minut på spindeln. Det här är ett maskinorienterat värde som beräknas utifrån det rekommenderade skärhastighetsvärdet för en operation.
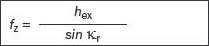
Matning per tand, fz
Ett värde för att beräkna matningshastigheten. Värdet för matning per tand beräknas utifrån det rekommenderade värdet för maximal spåntjocklek.
Matning per varv, fn
Extravärde som anger hur långt verktyget rör sig under ett helt varv. Det används specifikt för matningsberäkningar och ofta för att fastställa finbearbetningskapaciteten hos en fräs.
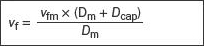
Matning per minut, vf
Kallas även matningshastighet eller maskinmatning. Det är matningen av verktyget i förhållande till arbetsstycket uttryckt som avstånd per tidsenhet, och är relaterat till matning per tand och antalet tänder i fräsen. Antalet tillgängliga fräständer i verktyget (zn) varierar mycket och används för att fastställa matningshastigheten, medan antalet effektiva tänder (zc) är antalet effektiva tänder i ingrepp. Matning per varv (fn) i mm/varv (tum/varv) är ett värde som används specifikt för matningsberäkningar och ofta för att fastställa en fräs finbearbetningskapacitet.
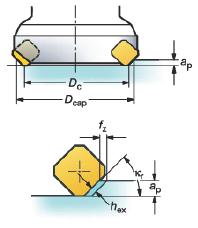
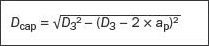
Maximal spåntjocklek, hex
Det här värdet är ett resultat av fräsingreppet eftersom det är relaterat till (fz), (ae) och (kr). Det är viktigt att ta hänsyn till spåntjockleken när man ska bestämma matning per tand, för att uppnå den mest produktiva matningshastigheten.
Genomsnittlig spåntjocklek, hm
Ett användbart värde vid bestämning av den specifika skärkraften, används för nettoeffektsberäkningar.
Spånavverkningshastighet, Q (cm3/min)
Volymen avverkad metall i kubikmillimeter per minut (tum3/minut). Värdet beräknas utifrån värdena för skärdjup, skärbredd och matning.
Specifik skärkraft, kct
En materialkonstant som används vid effektberäkningar, uttryckt i N/mm²
Bearbetningstid, Tc (min)
Bearbetningslängd (lm) delat med matningshastigheten (vf).
Nettoeffekt, Pc och effektivitet, ηmt
Maskinorienterade värden som hjälper till att beräkna nettoeffekten för att säkerställa att maskinen kan hantera fräsen och operationen.
Frästekniker – definitioner
Linjär rampning
En samtidig, rak rörelse i axiell och radiell matningsriktning.
Rundfräsning
En cirkulär verktygsväg på konstant z-nivå (cirkulärinterpolering).
Cirkulär rampning
En verktygsväg för cirkulär rampning (spiralinterpolering).
Konturfräsning
Fräsning på konstant z-nivå.
Spetsfräsning
Ett grunt, radiellt ingrepp med runt skär eller fullradiepinnfräs, där skärzonen rör sig bort från verktygets centrum.
Profilhöjd
En konfiguration med spetsar som uppstår vid skulpturering av ytor.
Specifika formler för valsfräsar
Formler för valsfräsar med rak skäregg
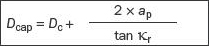
Maximal fräsdiameter vid ett specifikt djup (mm).
Planfräsning (centrerat arbetsstycke), rak egg och sidfräsning (ae > Dcap/2) mm
Sidfräsning (ae < Dcap/2) rak egg mm.
Formler för valsfräsar med runda skär
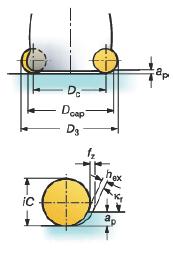
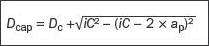
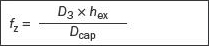
Maximal fräsdiameter vid ett specifikt djup (mm).
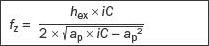
Planfräsning runt skär (ae > Dcap/2) (mm)
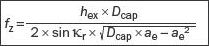
Sidfräsning (ae < Dcap/2) och runt skär (ap < iC/2) mm.

Fullradiepinnfräs
Maximal fräsdiameter vid ett specifikt djup (mm).
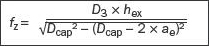
Matning per skärande egg (mm/skäregg), fräsen centrerad.
Matning per skärande egg (mm/skäregg), sidfräsning
Invändig cirkulär rampning (3-axlig) eller rundfräsning (2-axlig)
Beräknad version

Periferimatning (mm/min)
Matning i verktygscentrum (mm/min)
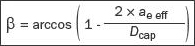
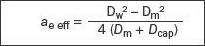
Radiellt skärdjup (mm)
I ett solitt arbetsstycke där Dw = 0 och ae eff = Dm/2
Matning per tand (mm)

Vid utvidgning av hål,
Matning per tand (mm)
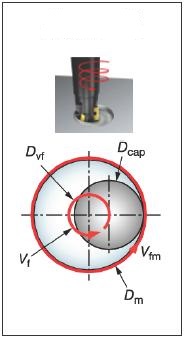
Cirkulär rampning i solitt arbetsstycke
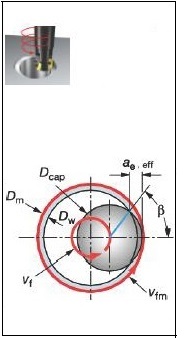
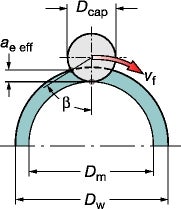
Cirkulär rampning eller rundfräsning för att vidga ett hål.
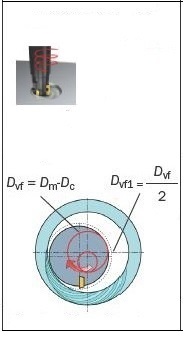
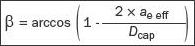
Rundfräsning, verktygsväg med rullande ingång, Dvf1
Formler för utvändig cirkulär rampning (3-axlig) eller rundfräsning (2-axlig)
Beräknad version
Periferimatning (mm/min)
Matning i verktygscentrum (mm/min)

Matning per tand (mm)

Definitioner för frässkär
Skärgeometri
En närmare studie av skäreggsgeometrin visar två viktiga vinklar på skäret:
-
spånvinkel (γ)
-
skäreggsvinkel (β)
Makrogeometrin har utvecklats för arbete under lätta, medeltunga eller tunga betingelser.
-
L (lätt) geometri har en mer positiv, men svagare egg (stor γ, liten β)
-
H (tung) geometri har en starkare, men mindre positiv egg (liten γ, stor β)
Makrogeometrin påverkar flera parametrar i skärprocessen. Ett skär med stark skäregg kan arbeta under högre belastning, men genererar också högre skärkrafter, förbrukar högre effekt och genererar mer värme. Materialoptimerade geometrier har en beteckning med motsvarande ISO-klassificeringbokstav. Geometrier för gjutjärn är till exempel: -KL, -KM och -KH.

| | Geometri | | |
|---|---|---|---|
| Parameter | L | M | H |
| Eggstyrka | Låg | Medel | Hög |
| Skärkrafter | |||
| Effektförbrukning | |||
| Max. spåntjocklek | |||
| Genererad värme |
Skärhörnskonstruktion
Den viktigaste delen av skäreggen för att producera ytan är planfasen bs1 eller, där så är tillämpligt, en konvex wiperfas bs2 eller hörnradie rε.
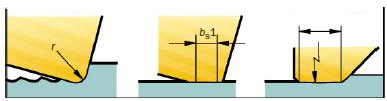
Hörnradie, r Planfas (bs1)Wiperfas (bs2)
Definitioner för valsfräs
Ställvinkel, (kr) (grader)
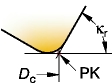
Huvudskäreggens vinkel (kr) på fräsen är den avgörande faktorn, eftersom den påverkar skärkraftens riktning och spåntjockleken.
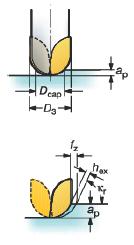
Fräsdiameter – Dc (mm)
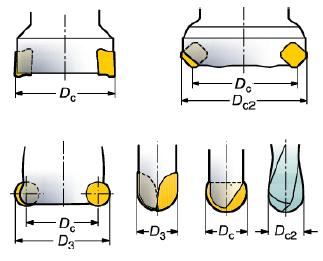
Fräsdiametern (Dc) mäts över den punkt (PK) där huvudskäreggen möter planfasen.
Den viktigaste diametern att tänka på är (Dcap) – den effektiva fräsdiametern vid det faktiska skärdjupet (ap) – används vid beräkning av den faktiska skärhastigheten. D3 är skärets största diameter, för vissa fräsar lika med Dc.
Skärdjup – ap (mm)
Skärdjupet (ap) är skillnaden mellan den obearbetade och den bearbetade ytan i axiell riktning. Maximalt ap begränsas framför allt av skärstorleken och maskinens effekt.
En annan kritisk faktor vid grovbearbetningsoperationer är vridmomentet, och vid finbearbetning vibrationerna.
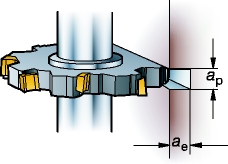
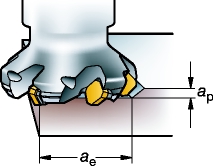
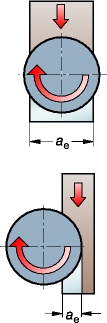
Skärbredd, ae (mm)
Fräsens radiella bredd (ae) som aktiv i ingreppet. Särskilt kritiskt för step-over vid dykfräsning och för vibrationer vid hörnfräsning, där maximal ae är särskilt kritisk.
Radiellt ingrepp, ae/Dc
Radiellt ingrepp (ae / Dc) är skärbredden i förhållande till fräsens diameter.
Antal effektiva skäreggar på verktyget, zc
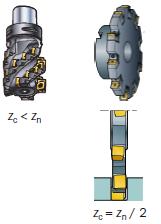
För bestämning av matningshastigheten (vf) och produktiviteten. Det har ofta en kritisk inverkan på spånavgången och operationsstabiliteten.
Det totala antalet skäreggar på verktyget, zn
Avstånd mellan de effektiva skäreggarna, u
För en specifik valsfräsdiameter kan du välja mellan olika tanddelningar: gles (-L), tät (-M), extra tät (- H). Ett X i koden betecknar en fräsversion som är något mer tättandad än grundutförandet.

Differentialdelning
Anger ett ojämnt tandavstånd för en fräs. Det är ett mycket effektivt sätt att minimera vibrationstendenser.