
Formler och definitioner för borrning
Hitta rätt skärverktyg för just ditt arbetsmoment, och
få rekommenderade skärdata direkt.
För att lyckas med borrning måste man kunna beräkna borrningshastighet och matning. Det här avsnittet innehåller de formler och definitioner som behövs för dina borroperationer, till exempel skärhastighet, matning per varv och specifik skärkraft.
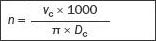
| Skärhastighet, (vc) m/min | Skärhastighet, (vc) ft/min |
 |  |
| Spindelvarvtal, (n) varv/min | Spindelvarvtal, (n) varv/min |
 | 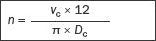 |
| Borrsjunkningshastighet, (vf) mm/min | Borrsjunkningshastighet, (vf) tum/min |
 | |
| Matning per varv, (fn) mm/varv | Matning per varv, (fn) tum/varv |
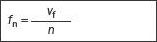 | |
| Spånavverkningshastighet, (Q) cm3/min | Spånavverkningshastighet, (Q) tum3/min |
 | 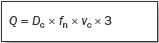 |
| Nettoeffekt, (Pc) kW | Nettoeffekt, (Pc) hk |
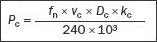 | 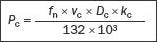 |
| Vridmoment, lbf Nm | Vridmoment, lbf ft |
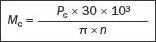 |  |
| Specifik skärkraft, (kc) N/mm | Specifik skärkraft, (kc) ibf/tum |
 | |
| Matningskraft, (Ff) N | Matningskraft, (Ff) ft/min |
 | |
| Bearbetningstid, (Tc) min | Bearbetningstid, (Tc) min |
 | |
Borrningsdefinitioner
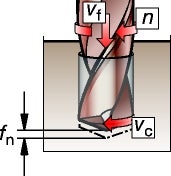
Borrsjunkningshastighet
Produktivitet vid borrning är i hög grad kopplad till borrsjunkningshastigheten, vf.
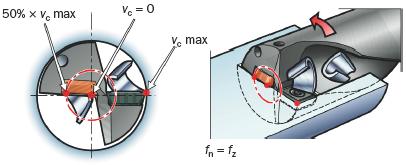
Skärhastighet för vändskärsborr
– ett centrumskär och ett periferiskär
Skärhastigheten avtar från 100 % vid periferin till noll i centrum. Centrumskäret fungerar från skärhastighet noll till cirka 50 % av vc max. Periferiskäret arbetar från 50 % av vc max. upp till 100 % av vc max.
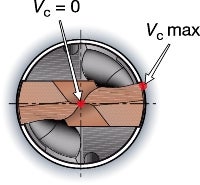
Skärhastighet för solida hårdmetallborr och borr med utbytbar spets
Två eggar från centrum till periferin.
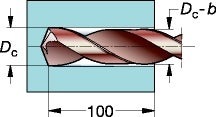
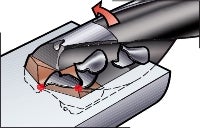
Bakkona
Ett solitt eller lött hårdmetallborr slipas något konformigt på ytterdiametern, vilket förhindrar att borret kärvar i hålet.
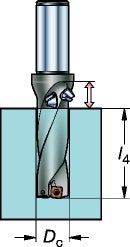
Håldjup
l4 är maximalt rekommenderat håldjup.
Så beräknar du verktygslivslängd
Livslängden (TL) kan beräknas utifrån avstånd i meter, antal hål eller minuter.
Beräkning av verktygslivslängd – teoretiskt exempel:
Dc 20 mm, vc = 200 m/min, n = 3184 varv/min, fn = 0,20 mm/varv, håldjup = 50 mm
TL (meter): 15 meter
TL (antal hål): 15 x 1000/50 = 300 hål
TL (min): 15 x 1000/vf = 15 x 1000/(fn x n)
= 15 x 1000 / (0,20 x 3184) = 23 min
Den vanligaste livslängdsfaktorn vid borrning är fasförslitning. Livslängden är beroende av:
- Skärdata
- Hårdmetallsort och skärgeometri
- Material i arbetsstycket
- Diameter (ett borr med liten diameter rör sig längre på kortare tid)
- Håldjup (många korta hål innebär många ingångar/utgångar, vilket förkortar livslängden).
- Stabilitet
