
Gängsvarvning
Gängsvarvning är en krävande operation där det kan vara svårt att uppnå god spånkontroll samt konsekvent skärlivslängd och kvalitet.
Gängsvarvverktyget gör ett antal passeringar för att generera en gänga på arbetsstycket. Genom att dela upp gängans hela skärdjup i flera mindre ingrepp undviker man att överbelasta skärets känsliga nosradie.
Utvändig gängsvarvning
Utvändig gängsvarvning ställer ofta mindre krav på verktyget än invändig, och det finns ett antal olika metoder för att uppnå önskat resultat.
Att tänka på vid utvändig gängsvarvning:
- Matningshastigheten måste motsvara gängans stigning
- Välj rätt antal gängskärningspasseringar och rätt skärdjup
- Spånbildningen måste vara sådan att spånstockning inte uppstår runt verktyget och/eller komponenten
- Vibrationer på grund av för långa verktygsöverhäng och slanka komponenter måste undvikas
- Val av verktygsinriktning och centrumhöjd

Invändig gängsvarvning
Invändig gängsvarvning är mer krävande än utvändig eftersom det krävs effektiv spånavgång och verktygen ofta måste vara längre och slankare.
Att tänka på vid invändig gängsvarvning:
- Spånavgången kan, särskilt i bottenhål, underlättas genom användning av vänsterverktyg för högergängor och vice versa (draggängning). Detta medför dock även högre risk för skärrörelser
- Använd modifierad flankinmatning för att generera spiralspån som är enklare att styra mot hålets ingång
- Välj rätt antal gängskärningspasseringar och rätt skärdjup
- Undvik vibrationer på grund av för långa verktygsöverhäng
- Val av verktygsinriktning och centrumhöjd
- Krävs det ett långt verktyg, ska du använda ett hårdmetall- eller dämpat verktyg för att minimera vibrationerna

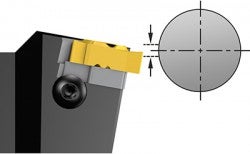
Verktygsinriktning och centrumhöjd är
viktigt för att få en bra gängningsprocess
