
Så väljer du gängsvarvningsskär och underläggsplatta
För att välja bästa möjliga gängsvarvningsskär för din applikation måste du ta hänsyn till skärtyp, flank/radiell släppning och skärgeometri. Samtliga av dessa faktorer påverkar spånkontrollen, skärförslitningen, skärlivslängden och gängans kvalitet.
Så väljer du rätt skärtyp
För gängsvarvning finns det tre olika skärtyper att välja bland: fullprofil, V-profil och flerprofilskär. Varje skärtyp har fördelar och nackdelar.
Fullprofilskär
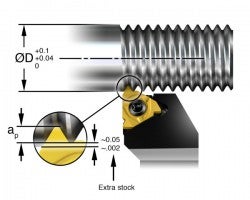
Fullprofilskäret är den vanligaste skärtypen. Den används för att bearbeta en komplett gängprofil, inklusive toppen.
Fördelar
- Säkerställer rätt djup, botten- och topprofil för en starkare gänga
- Det behövs ingen gradning av gängprofilen
- Tack vare den större nosradien krävs det färre passeringar än med ett V-profilskär
- Ger en produktiv gängproduktion.
Nackdelar
För varje stigning och profil krävs ett separat skär.
Obs! Spara extra material på arbetsstyckets diameter för toppning av gängans slutgiltiga diameter (0,05–0,07 mm (0,002–0,003 tum)).
V-profilskär
V-profilskär toppar inte gängtopparna. Därför måste skruvarnas ytterdiameter och muttrarnas innerdiameter svarvas till rätt dimensioner före gängning.
Fördelar
- Flexibilitet: Samma skär kan användas för ett antal stigningar, förutsatt att gängprofilvinkeln (60° eller 55°) och radien är desamma
- Färre skär behöver hållas i lager.
Nackdelar
- Skärets nosradie är mindre för att kunna täcka stigningsområdet, vilket minkar skärlivslängden.
- Gradbildning kan vara ett problem
Flerprofilskär
Flerprofilskär liknar fullprofilskär men har fler än en spets (NT>1). Ett skär med två spetsar ger dubbelt så hög produktivitet, ett skär med tre spetsar ger tre gånger så hög produktivitet osv.
Fördelar
- Kräver färre passeringar vilket ger längre verktygslivslängd, högre produktivitet och lägre verktygskostnad
Nackdelar
- Stabila betingelser krävs på grund av högre skärkrafter, eftersom skäreggen har längre kontaktlängd
- Kräver extra utrymme bakom den sista gängan, för att frilägga skärets sista tand och skapa fullt gängdjup.
Så väljer du rätt skärgeometri
Att välja rätt skärgeometri är viktigt vid gängsvarvning. Valet av geometri påverkar spånkontrollen, skärförslitningen, gängans kvalitet och skärlivslängden.
Plan geometri
- Allround, kan användas för de flesta material
- Avrundad skäregg för egghållfasthet
Vass geometri
- För kletande eller deformationshärdande material, t.ex. stål med låg kolhalt, rostfritt stål, icke-järnhaltiga material och superlegeringar
- Skarp skäregg för låga skärkrafter och god ytjämnhet
Spånbrytande geometri

- För långspånande material, t.ex. material med låg kolhalt. Kan även användas för rostfritt stål, legerat stål och icke-järnhaltiga material
- Spånbildande geometri som ger mer kontinuerlig och obevakad bearbetning
- Får inte användas med radiell inmatning
Läs mer om gängskär och sorter
Skärets släppningsvinkel
Vinkelsläppning mellan skäret och gängan krävs för exakt, korrekt gängsvarvning. Det finns två typer: radiell släppning (ALP) och flanksläppning (ALF).
| Radiell släppning | Flanksläppning |
Flanksläppning
Skäreggens släppning mellan skärets sidor och gängflanken är nödvändig för att garantera en jämn skärförslitning och identiska gängor av hög kvalitet. Skäret ska därför lutas så att den symmetriska släppningen från flankerna blir maximal (flanksläppningsvinkeln) och för att få rätt gängprofil. Skärets lutningsvinkel ska vara densamma som gängans stigningsvinkel.
Flanksläppning
Val av underläggsplatta
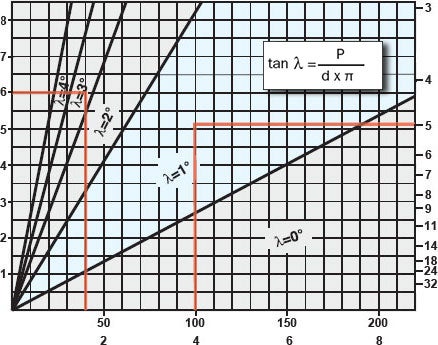
Underläggsplattor används för att luta skäret på olika sätt så att dess lutningsvinkel (λ) blir densamma som gängans stigningsvinkel. Se tabellen nedan för metoder att välja rätt underläggsplatta.
- I många hållare är underläggsplattan som standard 1°, vilket är den vanligaste lutningsvinkeln
- Underläggsplattor med negativ lutning används när vänstergängor svarvas med verktyg av högerutförande eller tvärtom
| Stigning mm | Gängor/tum | ||
 | |||
| Arbetsstyckets diameter | mm tum |
Exempel:
- Stigning=6 mm och arbetsstycke= Ø40 m: en 3° underläggsplatta behövs
- Stigning=5 gängor per tum och arbetsstycke = Ø4 tum: en 1° underläggsplatta behövs
Gängor med små profilvinklar
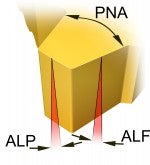
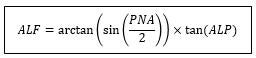
ALP = radiell släppning
ALF = flanksläppning
För ACME-gängor, trapetsformade gängor och rundade gängor är det extra viktigt att välja rätt underläggsplatta för lutning av skäret, eftersom trycket på skäreggen är högre och flanksläppningen mindre.
Flanksläppning (ALF) beroende på profil
| Flanksläppning (ALF) | Flanksläppning (ALF) | ||
| Metrisk, UN | 60° | 7,6° | 5° |
| Whitworth | 55° | 7,1° | 4,7° |
| Trapetsformad | 30° | 4° | 2,6° |
| ACME | 29° | 3,8° | 2,5° |
| Buttress | 10°/3° | 2,7°/0,8° | 1,8°/0,5° |
Radiell släppning
För att få rätt radiell släppning lutas skären 10° eller 15° i verktygshållaren. Det är viktigt att invändiga skär används med invändiga verktygshållare och vice versa, för att försäkra sig om att gängan får rätt form.
Skärstorlekar:
11, 16 och 22 mm
(1/4, 3/8 och 1/2 tum)
Skärstorlek:
27 mm (5/8 tum)
