|
|
塑性変形
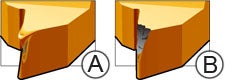
塑性変形の始まり(A)、
それが進行して刃先のチッピング (B) が生じる。
|
- 切削領域の温度が高すぎる
- 切削油の供給が不十分
- 材種が不適切
|
- a) 切削速度を下げて、パス回数を増やす
b) 大きなインフィード深さを少なくして、ねじ切り前に径を確認する
- クーラントの供給を改善する
- 耐塑性変形性に優れた材種を選択する
|
|
構成刃先 (BUE)
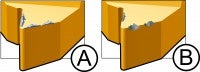
構成刃先 (BUE (A) と切刃剥離 (B) が
組み合わさって起きることが多い。積み重なった
構成刃先が剥がれるときに、
コーティングと母材(少量のチップ)が
一緒に剥離します。
|
- ステンレス鋼や低炭素鋼で発生することが多い
- 材種が不適切または刃先温度が低すぎる
|
- 切削速度を上げる
- 高じん性の、できればPVDコーティングのチップを選定する
|
|
|
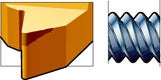
チップ破損

|
- ねじ切り加工前の径が不適切
- 切込み量が大きすぎる
- 材種が不適切
- 切りくず処理が悪い
- 芯高が不適切
|
- ねじ切り加工前に適切な径に旋削する、最大径に対して
0.03 –0.07 mm (0.001 –0.003 inch) 程度径方向に大きくする)
- パス回数を増やす切込み量を小さくする
- じん性の高い材種を選択する
- C-ブレーカに変更して、修正フランクインフィードを使用する
- 正しい芯高
|
|
急速な逃げ面摩耗

|
- 被削材が硬い
- 切削速度が高すぎる
- 切込み量が小さすぎる
- バイトの芯高が高い
|
- 材種が不適切。より耐摩耗性の高い材種を選ぶ
- 切削速度を下げる
- パス回数を減らす
- 正しい芯高
|
|
過大な逃げ面摩耗
ねじの逃げ面の加工面品質が不十分
|
- 不適切なフランクインフィード
- 切刃傾き角がねじのアプローチ角と
一致していない
|
- FおよびAブレーカ用のフランクインフィード加工法を変更する
Cブレーカでは、フランク面から3~5°: フランク面から1°
- シムを変えて、正しい傾斜角を得る
|
|
びびり

|
- ワークのクランプが不適切
- 工具のセットアップが不適切
- 切削条件が不適切
- 芯高が不適切
|
- a) ソフトジョーを使用する
b) テールストックを使用する場合は、ワークのセンター穴を
適正にして、テールストック/面ドライバーの圧力を確認する。
- a) 工具突出し量を最小にする
b) バイト用クランプスリーブが摩耗していないことを確認する
c) ねじ切り旋削専用の防振バイトを使用する
- 切削速度を上げる。再度不具合が発生する場合は、速度を大幅に下げて、
Fブレーカを試してみる。
- 正しい芯高
|

