
ねじの規格とタップ加工穴公差
ねじの規格
タップ工具は5種類の規格で製造されています。ISO、ANSI、DIN、DIN/ANSI、JIS. DINとISOは、世界中に普及しています。ANSIは、米国市場において最も一般的です。JISはアジア市場で最も一般的です。
- ISO、ANSI、およびJISは、OAL(全長)が極めて短く、かなり類似していますが、シャンク径の単位がANSIではインチであるのに対し、ISOとJISはメートルである点が異なります。
- DINは、OALが長く、シャンク径の単位がメートルです。
- DIN/ANSIは、DINとANSIを組み合わせたもので、シャンク径はANSI、OALはDINです。

ISO, ANSI, JIS

DIN, DIN/ANSI
ISOによるシャンクと四角部の寸法

| シャンク 径 (DMM),mm | スクエア (WSC), mm | ISO 529 ミリ仕様 | ISO 529 UNC/UNF BSW/BSF | ISO2283 ミリ仕様 | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
DINによるシャンクと四角部の寸法
| シャンク径 (DMM), mm | スクエア (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
ANSIによるシャンクと四角部の寸法

| シャンク 径 (DMM), Inch | スクエア (WSC), Inch | ASME B94.9 小ねじ サイズ | ASME B94.9 分数サイズ | ASME B94.9 ミリサイズ |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
JISシャンクおよびスクエア寸法

| シャンク径 (DMM), mm | スクエア (WSC), mm | サイズ |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
タップ加工穴公差
| タップの公差等級 |
| ISO | DIN | ANSIBS | 公差、内径ねじ(ナット) | 用途 |
| ISO 1 | 4 H | 3 B | 4 H 5 H | はめ合い区分「精」 |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | はめ合い区分「中」 |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | はめ合い区分「粗」 |
| - | 7 G | - | 7 G 8 G | 以降の処理またはコーティング用 ルーズフィット |
タップの公差とめねじ(ナット)の公差の関係
タップの一般公差ISO 2 (6H) では、ねじとナットのはめ合いは平均的な品質です。これより小さい公差 (ISO 1) では、ねじとナットの間の側面に隙間が生じません。これより大きい公差 (ISO 3) では、大きな隙間の生じる粗いはめ合いになります。ナットがコーティングされている場合、または緩いはめ合いを希望する場合は、これを使用します。タップの公差には、6H (ISO2) と6G (ISO3) の間、および6Gと7Gの間に、それぞれ6HXと6GXもあります。「X」は、規格外の公差を意味し、高強度材やねばい被削材(鋳鉄など)の加工に用いられます。これらの被削材ではオーバーサイズの問題が発生しないので、工具の寿命を延ばすために公差を大きくとることができます。等級間の公差幅は6Hと6HXの間で同じです。転造タップは通常、6HXまたは6GXの公差で作られます。
管用ねじは以下の規格に従います。
- GねじはISO 228-1。めねじ(タップ)の等級は1つ
- RcおよびRpねじはISO 7-1。
- NPTおよびNPSMはANSI B1.20.1。
- NPTFおよびNPSFはANSI B1.20.3。
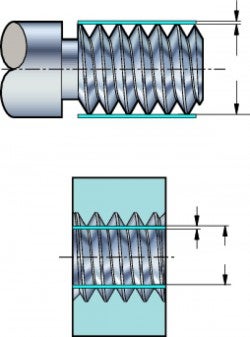
公差位置
指定された公差に基づいて設計されたタップの公差幅は、加工後のねじ山の公差幅よりもかなり小さくなりますタップの公差は、加工開始直後から正確なねじ切りが行えるように設定されています。タップは使用に伴って徐々に摩耗し、そのうち正確なねじ切りができなくなり、加工後のねじ山径が、通りゲージの公差下限よりも小さくなります。タップの公差をめねじの公差の大きい側に設定できれば一番良いのですが、そうすると、止まりゲージの公差上限を超えたオーバーサイズのねじ切りが行われる危険があります。オーバーサイズの問題を起こさない被削材に用いられる「X」等級のタップでは、公差はより大きく設定されています。その結果、工具の摩耗が進んでも、ねじ山径が公差下限をすぐに下回ることがないので、工具をより長く使うことができます。
DIN公差
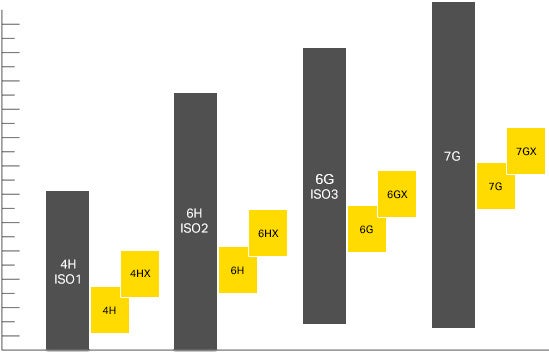
 | ねじ公差等級 タップ公差域 |
ANSI公差
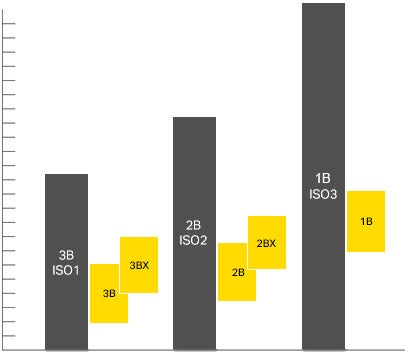
| ねじ公差等級 タップ公差域 |
