
ねじ切り加工
いろいろなワーク、ねじ山の形状およびピッチに対応したさまざまなねじ切り加工方法と工具があります。それぞれのねじ切り方法および工具にはその利点を発揮する特定の状況があります生産性の高い、高品質のねじ切りを首尾良く行なう手助けのために、当社は以下の推奨事項と加工ヒントをご提供致します。
ねじ切りを始める際に考慮すべき事項
ここに挙げた最初に考慮すべき事項は、ねじ切り加工方法、ねじ切り工具の選択とそれらの使用方法に影響を与えます。
ねじ
加工するねじに関する以下の寸法と品質要求を考慮します:
- 内径ねじか、外径ねじか?
- ねじ山の形状(例、メートル、UN)
- ねじピッチ
- 右ねじか、左ねじか?
- ねじの条数
- 公差(形状、位置)

加工物
仕様の確認に続いて加工物をチェックします:
- 加工物を確実に固定できるか?
- 切りくずの排出または切りくず処理で大きな問題がないか?
- 被削材の切りくずを切断する特性は良好か?
- 加工ワークのロット。ねじの量産には生産性を最大にするために、多刃チップまたは最適なテーラーメイド工具を使用することになります。
- シングルポイントまたはマルチポイント

ねじ形状
ねじの形状は、部品径(大径、ピッチ、小径)、ねじ山の角度、ピッチ、コーナR、ねじれ角を規定します。定義をご参照ください。
最も一般的なねじ形状とその特徴を下表に示します:
| 用途 | ねじ形状 | ねじの種類 | 型番 |
| 一般ねじ |  | ISOメートル 米国UN | MM UN |
| パイプねじ |  | ウィットワース、 英国規格 (BSPT)、 米国標準、 パイプねじ、 NPT, NPTF | WH, NT PT, NF |
| 食品および消防のパイプ結合用 |  | 丸ねじ (RN) | RN |
| 航空宇宙産業 | | MJ UNJ | MJ NJ |
| 油井ガス | 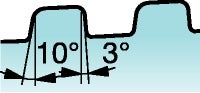 | API丸タイプ APIバットレス | RD BU |
| モーションねじ |  | 台形/DIN 103 ACME スタブACME | TR AC SA |
機械
機械に関して考慮すべき事項には以下のものがあります:
- 特に大径の場合、安定性、出力およびトルク
- 切削油とクーラントの供給
- 長い切屑が出る被削材では切りくず切断用に高圧クーラントが必要か?
- 選択したねじ切り加工方法にぴったりの工具がたくさんありますが、
- 特にバーフィードマガジンと径が小さい場合は、回転数 (rpm) に限度があります。
- ワークの固定には、サブスピンドルまたは心押し台が利用可能か?
- 利用可能なねじ切りサイクルは?
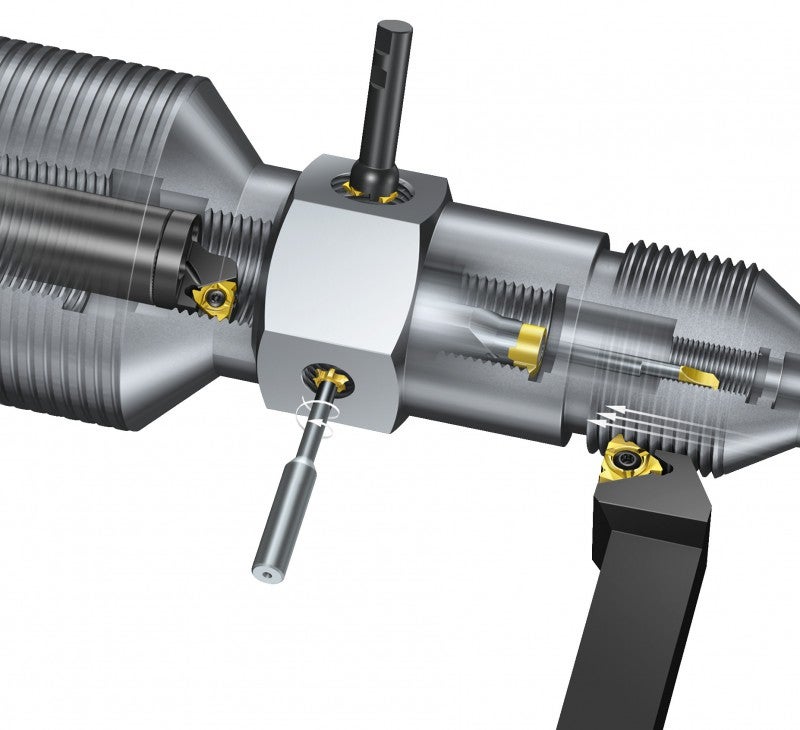
ねじ切りの方法
どの加工方法にもその利点を発揮する特定の状況があります
ねじ切り旋削
- 生産性の高いねじ切り加工方法
- 回転しているワークの回転中心の周囲をねじ切りする加工
- ほとんどのねじ山の形状に対応する加工
- 簡単でよく知られたねじ切りプロセス
- 良好な加工面およびねじ品質

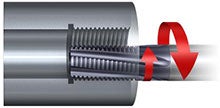
スレッドミリング加工
- 工具を回転させてのねじ切り加工および回転しているワークにおける回転中心外のねじ山の加工
- 断続切削がすべての被削材で良好な切りくず処理を実現
- 切削抵抗が小さいので長い突出しや壁面の薄い部品でもねじ切りが可能
- ワーク肩部や底面付近へのねじ切り加工が可能
- 旋盤へ簡単に取り付けることのできない大型ワークの加工が可能
- 大径ねじの加工が低い動力とトルク要件で可能
タップ加工
- 簡単でよく知られているねじ切りプロセス
- 生産性と経済性に優れた加工方法で、特に小径ねじに最適
- 一般的な各種ねじに対応
- あらゆる種類の工作機械に適合し、回転ワーク、固定ワークのいずれにも対応
- さまざまな種類の被削材に対応した専用製品により、優れた切りくず処理を実現
- 深穴でも容易にねじ切り加工可能
- 転造ねじ切りが可能
- 高品質のねじを加工

スレッドワーリング加工
- 細く突出しの長い部品(スクリューなど)
- 曲がりのない高品質のねじを生成
- 素材径から1パスで加工することで、サイクルタイムを短縮
- ワーリングリングをねじれ角へ傾けることにより生成される正確なねじ
- 優れた切りくず処理により連続性と生産性に優れた加工を実現
- スレッドワーリング加工が可能な機械が必要

