
ねじ切り旋削
ねじ切り旋削は、良好な切りくず処理、安定した工具寿命および安定した部品品質の達成が難しい場合に求められる加工です。
ねじ切り旋削工具は、たくさんの切込み回数でワークにねじ山を生成します。合計切込み量を小さな切込みに分割することにより、チップの切刃のノーズR部分に過負荷がかからないようにします。
外径ねじ切り旋削
外径ねじ切り旋削は内径ねじ切り旋削より加工が容易で、工具に対する要求が低いことがよくあり、希望する結果を達成するために使用可能なさまざまな加工方法があります。
外径ねじ切り旋削での留意事項:
- 送り速度はねじピッチと等しく設定すること
- 適切なねじ切りパス回数と切込み深さを選定する。
- 工具または加工部品周辺に切りくずがつまらないような切りくず形状を得ること
- 長い工具突き出し量や細く突出しの長い部品によって引き起こされるびびりを避ける
- 工具の取り付け、芯高を確認すること

内径ねじ切り旋削
内径ねじ切り旋削では効果的な切りくず排出のニーズが高いために、外径ねじ切り加工より加工条件が厳しくなります。より細長い工具が必要になることがよくあります。
内径ねじ切り旋削の考慮事項:
- 右ねじ用には左勝手工具(またはその逆)を使用すると、特に止まり穴での切りくず排出に効果的です。しかしこれはチップが動くリスクが大きくなります。
- 修正フランクインフィードを使用して、常に切りくずを一方向らせん状に生成し、切りくずを穴の入口方向へ容易に排出します。
- 適切なねじ切りパス回数と切込み深さを選定する。
- 工具突き出し量が長い場合はびびりを避けること
- 工具の取り付け、芯高を確認すること
- リーチのために長い工具が必要なときは超硬工具または防振型工具を使用してびびりを最小にます

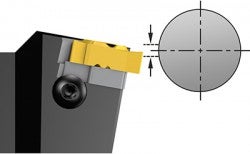
良好なねじ切りプロセスには、工具のアライメントと
芯高が重要です
