
ねじ切り旋削チップとシムの選定方法
お客様の用途に一番ぴったりのねじ切り旋削チップを選定する際は、チップタイプ、フランク面/径方向の逃げおよびチップブレーカを考慮する必要があります。これらすべてが切りくず処理、チップの摩耗、工具寿命、ねじ加工品質などに影響を及ぼします。
チップタイプの選定方法
ねじ切り加工用には、主に以下の3種類のチップがあります。フルプロファイル(仕上げ刃付き)、仕上げ刃なし(V-形状)、マルチポイントチップそれの対応に長所と弱点があります。
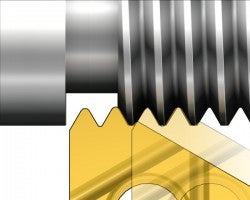
仕上げ刃付きチップ
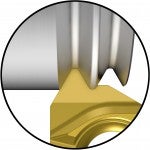
仕上げ刃付きチップは最も一般的なチップタイプです。これは、ねじ山の頂点を含むねじ山プロファイル全体の切削に使用されます。
長所
- 正確なねじの深さ、谷底、頂を実現します
- ねじ山形状バリ取りは不要
- 仕上げ刃なし(V-形状)チップにくらべてノーズRが大きいため、少ないパス回数で加工できる
- 高生産性のねじ切り加工を実現
弱点
ピッチおよび形状ごとに異なるチップが必要
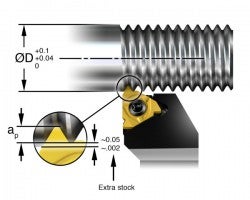
注意!ねじの仕上がり径に山の頂を付けるために、被削材径に0.05–0.07 mm (0.002–0.003 inch)の追加の取代/被削材を残す
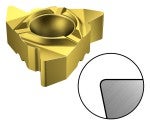
仕上げ刃無し(V-形状)チップ
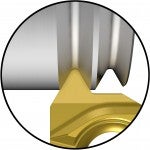
仕上げ刃無しV形状チップはねじ山の頂は加工しません。このため、スクリューの外径・ナットの内径は、ねじ切り前に旋削しておく必要があります。
長所
- 柔軟性 、 ねじ山の角度(60°または55°)とコーナR が同じであれば、1つのチップで異なるピッチのねじを加工することができる
- 必要工具在庫は最小
弱点
- ピッチ範囲をカバーするにはチップノーズRが小さすぎるため、工具寿命が短くなる
- バリの発生が問題になる可能性がある
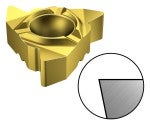
マルチポイントチップ
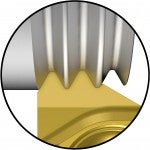
マルチポイントチップは仕上げ刃付きチップに似ていますが、複数のチップポイント (NT>1) があります。2ポイントチップは生産性が2倍になり、3ポイントチップは生産性が3倍になります。
長所
- パス回数が少なくて済むため、工具寿命が延び、生産性が向上し、加工コストが低減する
弱点
- 刃先の接触長さが長くなり、切削抵抗が大きくなるため、安定した加工状態が必要です。
- チップの最後の刃の逃げ用に、最後のねじ山の後に完全なねじ深さを生成する十分なスペースが必要
チップブレーカの選定方法
ねじ切り旋削の際には、正しいチップブレーカの選択が重要です。ブレーカは切りくず処理、チップの摩耗、ねじ加工品質、工具寿命などに影響を及ぼします。
フラットチップブレーカ
- オールラウンドのチップブレーカで、ほとんどすべての被削材に使用可能
- 切れ刃強度のためにエッジが丸い刃先
シャープな刃先形状
- 粘性が高いまたは加工硬化材(低炭素鋼、ステンレス鋼、非鉄材および耐熱合金など)用
- 低切削抵抗および良好な加工面品質用のシャープな刃先
切りくず処理ブレーカ

- 長い切りくずが発生する被削材(低炭素材など)用。ステンレス鋼、合金鋼および非鉄材用にも使用可能
- 連続加工や無人加工が可能な切りくず生成ブレーカ
- ラジアルインフィードでは使用しない
チップの逃げ角
精密で正確なねじ切り旋削には、チップとワークの間に逃げが必要です。径方向逃げ (ALP) と切れ刃傾き角 (ALF).
| 径方向逃げ角 | 切れ刃傾き角 |
切れ刃傾き角
工具摩耗を均一にしてねじを高品質なものとするためには、チップ切れ刃とねじ山との間の逃げが重要です。このためチップは、逃げが可能な限り対称となるように傾いた状態にする必要(切れ刃傾き角)と正しいねじ山の形状が必要です。チップの傾き角はねじ山のねじれ角と同じでなければなりません。
切れ刃傾き角
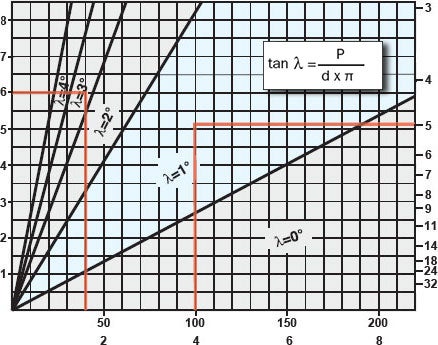
シムの選択
シムはチップを必要な角度に傾けるために使用します。チップの傾き角(λ)をねじ山のねじれ角と同じになるようにします。適切なシムの選定方法は下表をご覧ください。
- ホルダにおける標準的な傾斜角は1°で、この角度が最も一般的です。
- 傾き角がマイナスのシムは、右勝手工具で左ねじ(またはその逆)を加工する場合に使用します
| リード(ピッチ)mm | ねじ山数/inch | ||
 | |||
| ワーク 径 | mm inch |
例:
- ピッチ=6 mmトワーク= Ø40 m: 傾斜角3°のシムが必要
- ピッチ=ねじ山数 5/ inchおよびワーク= Ø4 inch: 傾斜角1°のシムが必要
ねじ山角度の小さなねじ
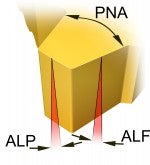
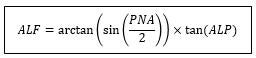
ALP = 径方向逃げ
ALF = 切れ刃傾き角
刃先の切削抵抗がより大きくなり、切れ刃傾き角が小さくなるため、ACME、台形および丸ねじには、正しいシムを選定してチップを傾けることが特に重要です。
切れ刃傾き角 (ALF) はねじ山の形状に依ります
切れ刃傾き角 | 切れ刃傾き角 | ||
| メートル仕様とUN仕様 | 60° | 7.6° | 5° |
| ウィットワース | 55° | 7.1° | 4.7° |
| 台形 | 30° | 4° | 2.6° |
| ACME | 29° | 3.8° | 2.5° |
| バットレス | 10°/3° | 2.7°/0.8° | 1.8°/0.5° |
径方向逃げ角
径方向の適切なクリアランスを設定するために、ツールホルダのチップを10°または15°傾斜させます。内径バイトホルダで内径チップを使用、外径バイトホルダで外径チップを使用することが重要です。そうすることで、正しいねじ山の形状が実現できます。
チップサイズ:
11、16、22 mm
(1/4, 3/8, 1/2 inch)
チップサイズ:
27 mm(5/8 inch)
